Двустъпкова трансмисионна верига (серии 208 до 232)
")
The Двустъпкова трансмисионна верига (серии 208 до 232) геометрично модифицира стандарта конвейерна верига архитектура чрез удължаване на плътните странични плочи до точно два пъти размера на стъпката на основния стандарт ASME/ANSI или ISO. Това изчислено механично удължение напълно запазва оригиналната максимална якост на опън и диаметъра на плътните ролки на базовата серия, като същевременно активно намалява наполовина общото количество карбонитрирани щифтове, плътни втулки и студено екструдирани ролки, необходими на линеен метър. Това драстично намаляване на структурното тегло ефективно елиминира паразитното съпротивление, което сериозно натоварва двигателите на първичното задвижване на масивни селскостопански фрези и индустриални автоматизирани схеми, осигурявайки високо оптимизирано кинетично решение с ниско триене за прехвърляне на натоварването в стационарно състояние.
Кинематична физика и механика на проектиране с удължен наклон
За да анализират задълбочено огромните подобрения в ефективността, осигурени от този разширен формат, машинните конструктори трябва стриктно да проучат точните анатомия на веригата механизми. Стандартната трансмисионна връзка по ANSI 40 работи на тясна стъпка от 12,7 мм (0,500 инча), проектирана предимно за високоскоростно ротационно прехвърляне с високи обороти. Съответният вариант с двойна стъпка, официално обозначен като 2040 по ANSI или 208A по ISO индексиране, използва абсолютно същия диаметър на щифта, вътрешна ширина на ролката и дебелина на закалената плоча, но работи на разширена стъпка от 25,4 мм (1,000 инча). Когато начинаещите механици в завода се интересуват, Какво е верига и зъбно колело? В контекста на търговските конвейери, оперативната реалност се измества изцяло от чисто ротационно предаване на въртящ момент към хоризонтално пространствено разпределение на натоварването. Чрез геометрично удвояване на физическото разстояние между лагерните съединения, кумулативната метална маса на гъвкавата връзка намалява значително.
При работа с 50-метров или 100-метров непрекъснат конвейер, използването на стандартни компоненти с къса стъпка неволно въвежда огромно статично тегло, което агресивно оказва влияние върху крайните задвижващи валове поради естественото гравитационно провисване на контактната мрежа. Това постоянно напрежение надолу принуждава отделите за снабдяване да специфицират значително по-големи лагери на валовете и значително по-мощни първични двигатели, стриктно за да преодолеят собственото тегло на самия ремък на задвижващата система. Използване на двойна стъпка задвижваща верига намалява това статично тегло с близо 40%. Тъй като максималната якост на опън се получава изцяло от площта на напречното сечение на плочата и капацитета на срязване на диаметъра на щифта – и двете от които остават математически идентични с тези при тежкотоварните базови серии – границата на безопасно работно натоварване е перфектно запазена. Тази усъвършенствана архитектура позволява на мениджърите на съоръжения да изграждат масивни автоматизирани сортиращи масиви, без геометрично да разширяват корпусите на двигателите, което драстично намалява общите капиталови разходи на съоръжението.
Абсолютно важно е да се документира, че тези удължени звена са проектирани изключително за среди с ниска до умерена скорост (обикновено под 50 линейни метра в минута). Работата с двоен стъпка на зъбните колела при високи скорости на въртене механично предизвиква силно хордово действие. Това е геометрично явление, при което удължените прави звена се въртят силно по вертикалната ос, докато се въртят около многоъгълната форма на главината. При високи обороти това вертикално въртене генерира разрушителни хармонични вибрации и акустичен резонанс, които бързо ще разрушат прецизните лагери. Следователно, тези трансмисионни вериги с двоен стъпка са силно оптимизирани единствено за стабилна, непрекъсната теглителна сила на големи разстояния.
Прецизна размерна матрица и толеранси на компонентите
Правилното определяне на заместващ трансмисионен лост изисква абсолютно съответствие с международните стандарти за размери. Подробната емпирична матрица, предоставена по-долу, описва точните геометрични параметри както за DIN/ISO (B-Series), така и за ANSI (A-Series) обозначените профили с двоен стъпка. Докато 208A и 208B могат да са с размери точно 25,40 мм от центъра на болта до центъра на болта, техните вътрешни диаметри на ролките, дебелините на болта и ширините на вътрешните пластини се различават коренно. Преди окончателното интегриране, фрезите трябва стриктно да проверят вътрешната ширина между пластините (b1 min), за да гарантират, че новите компоненти няма физически да се закачат за съществуващите зъби на зъбното колело. Твърде малката хлабина ще накара вътрешните пластини активно да притиснат еволвентната крива на зъбното колело, генерирайки масивно радиално триене, което бързо срязва повърхностите от карбонитрирана стомана.
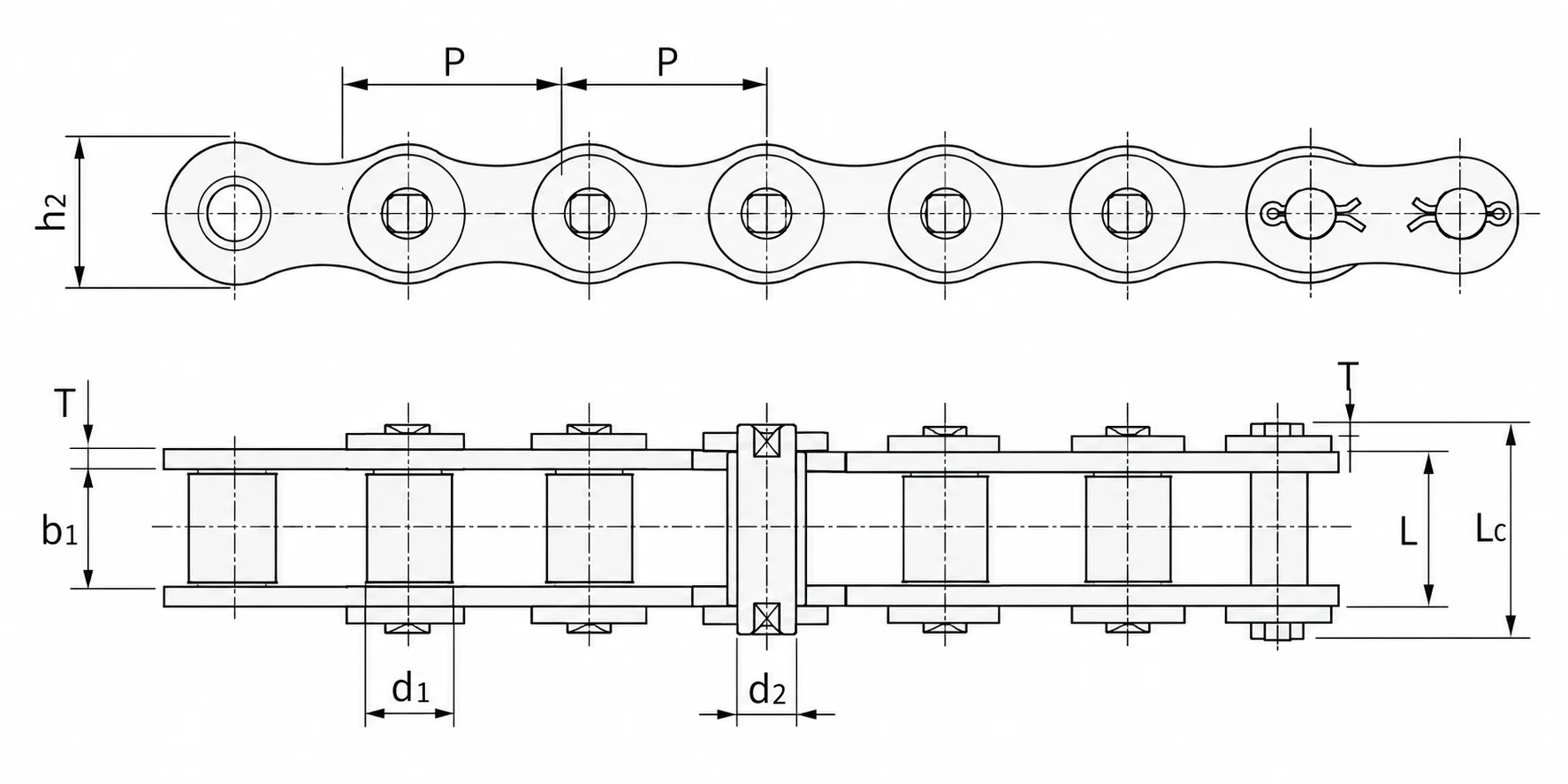
| DIN/ISO № | ANSI № | Стъпка (P) мм | Диаметър на ролката (d1) | Вътрешна ширина (b1) | Диаметър на щифта (d2) | Пин L макс. | Дълбочина на плочата (h2) | Дебелина на плочата (T) | Крайна якост на опън kN | Средна якост на опън kN | Тегло, кг/м² |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 208А | 2040 | 25.40 | 7.95 | 7.85 | 3.96 | 16.6 | 12.0 | 1.50 | 14.1 | 16.7 | 0.42 |
| 208Б | - | 25.40 | 8.51 | 7.75 | 4.45 | 16.7 | 11.8 | 1.60 | 18.0 | 19.4 | 0.45 |
| 210А | 2050 | 31.75 | 10.16 | 9.40 | 5.08 | 20.7 | 15.0 | 2.03 | 22.2 | 28.1 | 0.73 |
| 210Б | - | 31.75 | 10.16 | 9.65 | 5.08 | 19.5 | 14.7 | 1.70 | 22.4 | 27.5 | 0.65 |
| 212А | 2060 | 38.10 | 11.91 | 12.57 | 5.94 | 25.9 | 18.0 | 2.42 | 31.8 | 36.8 | 1.02 |
| 212Б | - | 38.10 | 12.07 | 11.68 | 5.72 | 22.5 | 16.0 | 1.85 | 29.0 | 32.2 | 0.76 |
| 216А | 2080 | 50.80 | 15.88 | 15.75 | 7.92 | 32.7 | 24.0 | 3.25 | 56.7 | 65.7 | 1.70 |
| 220А | 2100 | 63.50 | 19.05 | 18.90 | 9.53 | 40.4 | 30.0 | 4.00 | 88.5 | 102.6 | 2.55 |
| 224А | 2120 | 76.20 | 22.23 | 25.22 | 11.10 | 50.3 | 35.7 | 4.80 | 127.0 | 147.3 | 4.06 |
| 228Б | - | 88.90 | 27.94 | 30.99 | 15.90 | 65.1 | 36.7 | 7.50 | 200.0 | 222.0 | 6.23 |
| 232Б | - | 101.60 | 29.21 | 30.99 | 17.81 | 66.0 | 42.0 | 7.00 | 250.0 | 277.5 | 6.72 |
Граничната якост на опън (Q min) определя абсолютната физическа точка на скъсване на стоманата при строги лабораторни тестове на опън. Инженерните насоки стриктно изискват непрекъснатото работно натоварване никога да не надвишава една шеста от тази документирана граница на провлачване. Този коефициент на безопасност е от решаващо значение за предотвратяване на микроскопични пукнатини от умора на материала при милиони циклични завъртания при реални полеви условия. Ако полезният ви товар надвишава това изчисление, трябва да преминете от симплексна конфигурация към усъвършенствана мултиплексна архитектура, за да разпределите безопасно силите на срязване, без да счупите закалените щифтове.
Специализирана геометрия на ролките: Стандартни срещу извънгабаритни носачи
Двойно-стъпковите архитектури са изключително гъвкави, защото структурно позволяват множество отчетливо различни геометрии на ролките, което води до напълно различна кинетична физика във фабричния цех. Определянето на правилния профил на ролката е от решаващо значение за предотвратяване на термично претоварване на двигателите на конвейера и намаляване на преждевременното износване на релсите, причинено от силното триене при плъзгане.
Стандартни вдлъбнати ролки
Стандартната серия ролки използва плътен ролков диаметър, точно идентичен с този на неговия еквивалент с една стъпка. Този ролков елемент е изцяло вдлъбнат във вертикалния профил на правите странични плочи. Тази конфигурация е проектирана стриктно за високоефективно предаване на въртяща се мощност на дълги разстояния, където веригата или виси свободно, или се плъзга леко по смазана найлонова писта за износване.
Големи носещи ролки
Извънгабаритните варианти използват масивни плътни ролки, които физически значително се издават извън горните и долните ръбове на страничните греди. Това фундаментално трансформира навесната система в под на ролков конвейер. Изпъкналите ролки поемат директно теглото на полезния товар, превръщайки плъзгащото съпротивление с високо триене във високоефективно съпротивление при търкаляне с ниско триене спрямо стоманени направляващи релси.

Архитектура с кухи щифтове и персонализирани приставки
Освен промяната на диаметъра на ролката, инженерите на съоръженията често използват Кух щифт вариации. Проектиран с тръбни, дебелостенни щифтове с проходни отвори, вместо с плътни стоманени пръти, този дизайн създава безкрайно персонализируема платформа за обработка на материали. Той позволява на фрезите без усилие да вмъкват персонализирани удължени оси, специализирани кошници за носещи елементи или персонализирани найлонови бутални лопатки директно през напречния център на двустъпковата трансмисионна верига, без да е необходимо сложно заваряване на място или промяна на структурната цялост на основните плочи.
Тази модулност се използва широко в логистиката на търговското опаковане и сортиране. Ако физическите размери на транспортирания продукт се променят през следващото бизнес тримесечие, персонализираните приставки могат просто да бъдат развити и сменени, без да се прекъсва основната верижна верига или да се закупува изцяло нова базова трансмисия. Важно е да се изчисли, че премахването на сърцевинния материал за създаване на кух щифт естествено намалява максималната якост на срязване на сглобката; вариантът с кух щифт обикновено има приблизително 15% до 20% по-малка максимална якост на опън в сравнение с еквивалента си с плътен щифт, което трябва да се вземе предвид при определяне на максималното работно натоварване.

Кинематична синхронизация и анатомия на зъбното колело
Интегриране на двоен ритъм тежкотоварно зъбно колело и верига монтажът изисква задълбочено разбиране на анатомия на зъбно колелоТъй като разстоянието между зъбните колела е точно удвоено, тези вериги технически притежават геометричния хлабина за зацепване със стандартни зъбни колела с една стъпка, при условие че главината има 30 или повече зъба. При тази импровизирана конструкция удължената връзка просто зацепва всеки втори зъб на зъбното колело. Въпреки че е математически осъществимо, инженерите силно препоръчват тази практика при цикли на високо натоварване и непрекъсната работа.

За максимална дълготрайност, специален двоен наклон зъбни колела трябва да се уточни. Тези специализирани главини са CNC фрезовани с еволвентна геометрия "половин зъб" или "двойно нарязан". Когато тези главини се обработват с нечетен брой действителни зъби, това води до изключително благоприятно механично явление, известно като ефект на "ловния зъб". По време на първото пълно завъртане ролките лягат здраво в един специфичен набор от коренови кухини. При следващото завъртане нечетният брой зъби принуждава ролките да се индексират в преди това неизползваните съседни кухини. Този механизъм перфектно разпределя абразивното триене и ударната сила по цялата обиколка на зъбното колело, като ефективно удвоява експлоатационния живот на главината, преди да се наложи подмяна. Забележка: Ако се използват носещи ролки с по-голям размер, не могат да се използват стандартни зъбни колела; масивните ролки ще се изтласкат и ще се заклещят в кореновата кухина.
Глобални сценарии за индустриално приложение
Конфигурацията с двоен наклон процъфтява в среди, изискващи синхронизирано и постоянно движение върху обширни физически пространства, като трайно замества тежките ремъци с един наклон.
Автомобилен монтаж и транспорт на тежки шасита
Преместването на тежки автомобилни шасита през стотици метри фабрична площ изисква огромна теглителна мощност без прекомерна консумация на мощност. Двойната стъпка на веригата драстично намалява общото тегло на веригата, намалявайки натоварването на първичните скоростни кутии. В съоръженията се използват широко варианти на ролки с по-големи размери, което позволява на тежките двигателни приспособления да се търкалят плавно по стоманените направляващи вериги, намалявайки коефициента на триене и значително намалявайки консумацията на ток.
Събиране на реколтата и преработка на зърно
В рамките на масивните зърнокомбайни и мобилното оборудване за прибиране на реколтата, големите междуосови разстояния са задължителни. Намаленото собствено тегло на серията 216A или 220A извлича по-малко паразитна мощност от ВОМ-а на трактора, разпределяйки повече сурова мощност на двигателя директно към механизмите за обработка на реколтата, като същевременно се предотвратява проникването на силно абразивен силициев прах от полетата.
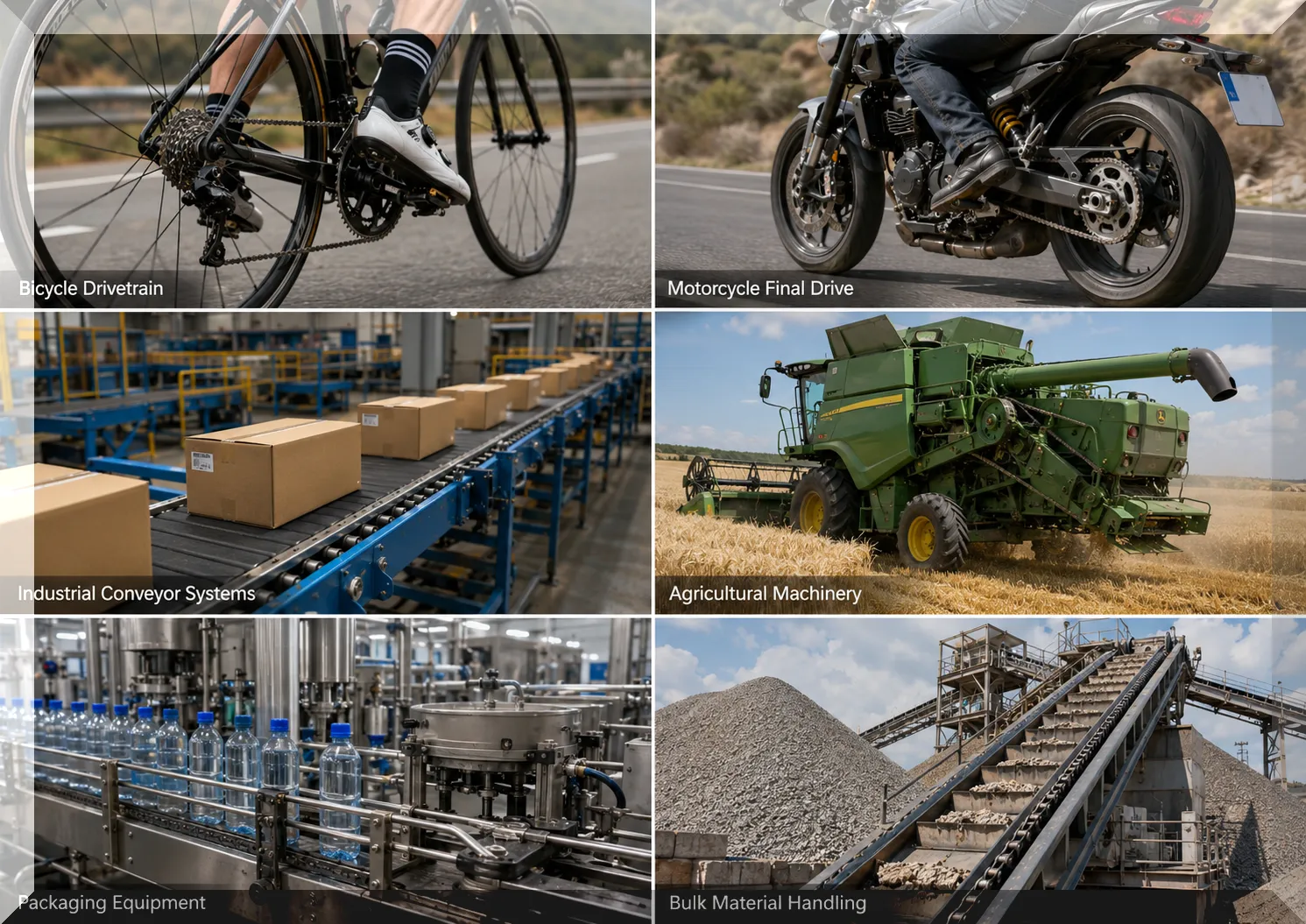
Логистика на търговски опаковки и бутилиране
Опаковъчните заводи често използват формати с двойна стъпка, оборудвани с носещи ролки с голям размер. Тъй като полезният товар се движи директно върху свободно въртящите се ролки с голям размер, натрупването на налягане е практически елиминирано. Това позволява на крехките стъклени бутилки да се подреждат безопасно на линията, без отдолу разположената трансмисия да се търка силно в дъното на полезния товар.
Разширени опции за трибология и покритие на материалите
Индустриалните транспортни мрежи са изправени пред разнообразни замърсители на околната среда. Голата въглеродна стомана предлага превъзходна якост на опън, но бързо се поддава на окисляване във влажни селскостопански или опаковъчни среди, изискващи измиване. За да се гарантира дълготрайност на експлоатацията в множество сектори, компонентите за трансмисии с двоен наклон се произвеждат с помощта на високоспециализирани металургични повърхностни обработки.
За среди, подложени на лека влага или кондензация на открито, компонентите от въглеродна стомана се подлагат на електролитно цинково или никелово покритие. Това покрива основния метал в жертвен слой, активно отблъскващ атмосферното окисление, без да променя якостта на опън на основата. Като алтернатива, когато се използва строго в предприятия за преработка и бутилиране на храни, регулирани от FDA, се препоръчва чиста аустенитна неръждаема стомана (SS304/SS316). Въпреки че неръждаемата стомана има малко по-ниска максимална якост на опън в сравнение с въглеродните сплави, тя е абсолютно устойчива на агресивни химически дезинфектанти и не генерира никое окислително замърсяване с частици върху транспортираните стоки.
ISO сертифицирани стандарти за производство и предварително зареждане
Изпълнението на тези прецизни механични допуски в търговски мащаб изисква непоколебима отдаденост на металургичната наука. Korea Ever-Power Chain and Sprocket Co.,Ltd използва над две десетилетия производствен опит, сертифициран по ISO9001:2008, за да снабдява световната тежка промишлена база. Тъй като двойните плочи се простират два пъти по-дълго от нормалното разстояние, всякакви вътрешни кристални дефекти в стоманата ще доведат до огъване на плочата под напрежение. За да се неутрализира този риск, всяка една звенна плоча преминава през агресивна фаза на дробеструйно обработване.

Този механичен процес на студена обработка бомбардира високовъглеродната стомана с микросфери, предизвиквайки плътен слой остатъчно напрежение на натиск, което драстично забавя началото на пукнатини от умора. Освен това, всеки отделен двоен монтаж е динамично предварително натоварен - хидравлично разтегнат до приблизително 30% от крайната му граница на скъсване - като по този начин щифтовете и втулките се фиксират трайно преди вакуумно опаковане. Този критичен фабричен процес драстично ограничава първоначалното удължение при разработка, спестявайки на екипите по поддръжката часове досаден труд за опъване през първата седмица от експлоатацията. Чрез управление на локализирани запаси в цяла Южна Корея, ние напълно заобикаляме забавянията на международния морски транспорт, поддържайки максимално време на работа за азиатските оператори на съоръжения.
Често задавани въпроси за инженерна поддръжка и проверена обратна връзка
Поради удължената геометрична дължина между ролките, хордовото действие (вертикалното отскачане) става силно при високи обороти. Инженерите обикновено ограничават приложенията с двойна стъпка до ниски или умерени скорости на конвейера (обикновено под 50 метра в минута). Над този праг строго се препоръчва стандартна къса стъпка за потискане на хармоничните вибрации.
Индустриалният стандарт изисква подмяна, когато удължението достигне 3.0% от първоначално измерената дължина. В система, обхващаща 100 метра, 3.0% се равнява на 3 метра физическа хлабина. Тази прекомерна хлабина ще доведе до силно извиване на веригата, огъване във връщащите водачи и заклинване на целия възел. За много дълги вериги силно се препоръчва подмяна при 1.5% до 2.0%.
Дългите разстояния естествено генерират провисване на контактната мрежа. Вместо агресивно пренатягане на главината на празния ход – което изгаря лагерите на вала – поддържайте динамично хлабавата страна на контура, като използвате направляващи релси от полиетилен с висока плътност (UHMW) или пружинни ротационни обтегачи.
Не. Дори ако 208A и 208B споделят абсолютно еднаква стъпка от 25,40 мм, вътрешните им размери са несъвместими. Серията B използва ролка 8,51 мм и щифт 4,45 мм, докато серията A използва ролка 7,95 мм и щифт 3,96 мм. Опитът за смесване на серии ще доведе до невъзможност ролките да се наместят в зъбното колело, което ще причини незабавна повреда.
Теоретичното намаляване на теглото на системата е валидирано единствено чрез продължителна работа в заводските условия. Нередактираната обратна връзка по-долу е от директори на съоръжения и интегратори на автоматизация в цяла Азия.
„Модернирахме линиите за трансфер на шасита с увеличените ролки от серията 216A. Коефициентът на триене при търкаляне значително намали консумацията на електроенергия от основните ни задвижващи двигатели. Използвахме двойно нарязани зъбни колела и след 6000 часа просто преместихме веригата с една стъпка напред, за да удвоим живота на зъбното колело. Изключително икономично.“
„Нашите конвейери за сортиране на плодове се движат непрекъснато на разстояние над 80 метра при условия на висока влажност. Никелираната стомана 208B е устойчива на окисляване при промиване, а удълженото разстояние между конвейерите ни позволява да завинтваме персонализирани найлонови сортиращи ленти директно към страничните плочи без смущения. Високо прецизни размерни допуски от Korea Ever-Power.“
„Предварителното опъване от фабриката е изключително надеждно. Инсталирахме системата с кухи щифтове 224A на тежък контур за обработка на палети. Не се наложи да регулираме обтегачите нито веднъж по време на първоначалните 72 часа разработка. Дълбочината на плочата издържа вертикалното тегло на палетите без никакво физическо огъване.“

Допълнителна информация
| Редактор | Cxm |
|---|
Свързани продукти
-

Ролкови вериги серия SH | Високоякостни, тежкотоварни, с къса стъпка
-

Задвижваща верига за мотоциклети | Серия от 25 до 530H – стандартна, тежка и с О-пръстен
-

Ролкови вериги от серия SP | Тежки, къси
-
Прецизни ролкови вериги с къса стъпка от серия А
-

12A-G2 Гумена горна ролкова верига
-
Прецизни ролкови вериги с къса стъпка от серия B
-
Задвижваща верига с тежки ролкови двигатели: Кинетичното ядро на търговските машини


























