Çift Hatveli Aktarım Zinciri (208 - 232 Serisi)
")
O Çift Hatveli Aktarım Zinciri (208 - 232 Serisi) standartı geometrik olarak değiştirir konveyör zinciri Katı yan plakaları, temel ASME/ANSI veya ISO standardının adım boyutunun tam olarak iki katına uzatarak mimariyi optimize eder. Bu hesaplanmış mekanik uzama, temel serinin orijinal nihai çekme dayanımını ve katı silindir çapını tamamen korurken, doğrusal metre başına gereken karbonitrür pimlerin, katı burçların ve soğuk ekstrüde silindirlerin toplam miktarını aktif olarak yarıya indirir. Bu önemli yapısal ağırlık azaltımı, büyük tarımsal yönlendirme ekipmanlarında ve endüstriyel otomasyon düzeneklerinde birincil tahrik motorlarını ciddi şekilde zorlayan parazitik sürtünmeyi etkili bir şekilde ortadan kaldırarak, kararlı durum yük transferi için son derece optimize edilmiş, düşük sürtünmeli kinetik bir çözüm sağlar.
Kinematik Fizik ve Genişletilmiş Adım Tasarım Mekaniği
Bu genişletilmiş formatın sağladığı muazzam verimlilik kazanımlarını kapsamlı bir şekilde analiz etmek için, makine tasarımcılarının kesin ayrıntıları titizlikle incelemesi gerekir. zincir anatomisi Mekanizmalar. Standart bir ANSI 40 iletim bağlantısı, esas olarak yüksek hızlı, yüksek devirli döner transfer için tasarlanmış, dar 12,7 mm (0,500 inç) bir hatve üzerinde çalışır. ANSI'ye göre 2040 veya ISO indekslemesine göre 208A olarak adlandırılan karşılık gelen çift hatveli varyant, aynı pim çapını, iç makara genişliğini ve sertleştirilmiş plaka kalınlığını kullanır, ancak genişletilmiş 25,4 mm (1,000 inç) bir hatve üzerinde çalışır. Acemi tesis mekanikçileri sorduğunda, Zincir ve dişli nedir? Ticari konveyörler bağlamında, operasyonel gerçeklik tamamen saf dönme torku transferinden yatay uzamsal yük dağılımına doğru kaymaktadır. Yatak bağlantıları arasındaki fiziksel mesafenin geometrik olarak iki katına çıkarılmasıyla, esnek bağlantının toplam metal kütlesi önemli ölçüde azalır.
50 metrelik veya 100 metrelik sürekli konveyör bandı çalıştırılırken, standart kısa hatveli bileşenlerin kullanılması, doğal yerçekimi kaynaklı katenari sarkması nedeniyle terminal tahrik millerine agresif bir şekilde baskı yapan muazzam bir statik ağırlık oluşturur. Bu sürekli aşağı doğru gerilim, satın alma departmanlarını, tahrik kayışının kendi ağırlığının üstesinden gelmek için önemli ölçüde daha büyük şaft yatak blokları ve çok daha yüksek beygir gücüne sahip ana tahrik motorları belirtmeye zorlar. Çift hatveli bir sistem kullanmak bu sorunu çözebilir. tahrik zinciri Bu statik ağırlığı yaklaşık 40% azaltır. Nihai çekme dayanımı tamamen plakanın kesit alanından ve pim çapının kesme kapasitesinden türetildiğinden (ki bunların her ikisi de ağır hizmet tipi temel seriye matematiksel olarak özdeş kalır), güvenli çalışma yükü limiti mükemmel bir şekilde korunur. Bu gelişmiş mimari, tesis yöneticilerinin motor gövdelerini geometrik olarak genişletmeden büyük otomatik sıralama dizileri oluşturmasına olanak tanıyarak tesisin toplam sermaye harcamasını önemli ölçüde düşürür.
Bu uzatılmış bağlantıların yalnızca düşük ila orta hız ortamları (tipik olarak dakikada 50 metrenin altında) için tasarlandığını belgelemek kesinlikle çok önemlidir. Çift hatveli bir formatın yüksek dönüş hızlarında çalıştırılması, mekanik olarak şiddetli bir akor hareketine neden olur. Bu, uzatılmış düz bağlantıların, göbeğin çokgen şekli etrafında dönerken dikey eksende şiddetli bir şekilde sekme yaptığı geometrik bir olgudur. Yüksek devirlerde, bu dikey sekme, hassas rulmanları hızla parçalayacak yıkıcı harmonik titreşim ve akustik rezonans üretir. Bu nedenle, bu çift hatveli transmisyon zincirleri, yalnızca geniş mesafelerde istikrarlı, sürekli çekme gücü için son derece optimize edilmiştir.
Hassas Boyut Matrisi ve Bileşen Toleransları
Yeni bir şanzıman bağlantı parçasının doğru şekilde belirlenmesi, uluslararası boyut standartlarına mutlak uyumu gerektirir. Aşağıda verilen kapsamlı deneysel matris, hem DIN/ISO (B Serisi) hem de ANSI (A Serisi) olarak belirlenmiş çift hatveli profiller için kesin geometrik parametreleri detaylandırmaktadır. 208A ve 208B profillerinin her ikisi de pim merkezinden pim merkezine tam olarak 25,40 mm ölçülse de, iç makara çapları, pim kalınlıkları ve iç plaka genişlikleri temel olarak farklıdır. Son entegrasyondan önce, makine montajcıları, yeni bileşenlerin mevcut dişli çark dişlerine fiziksel olarak sıkışmayacağını garanti etmek için plakalar arasındaki iç genişliği (b1 min) kesin olarak doğrulamalıdır. Aşırı dar bir boşluk, iç plakaların dişlinin involüt eğrisini aktif olarak sıkıştırmasına ve karbonitrürlenmiş çelik yüzeyleri hızla kesen büyük bir radyal sürtünme oluşturmasına neden olur.
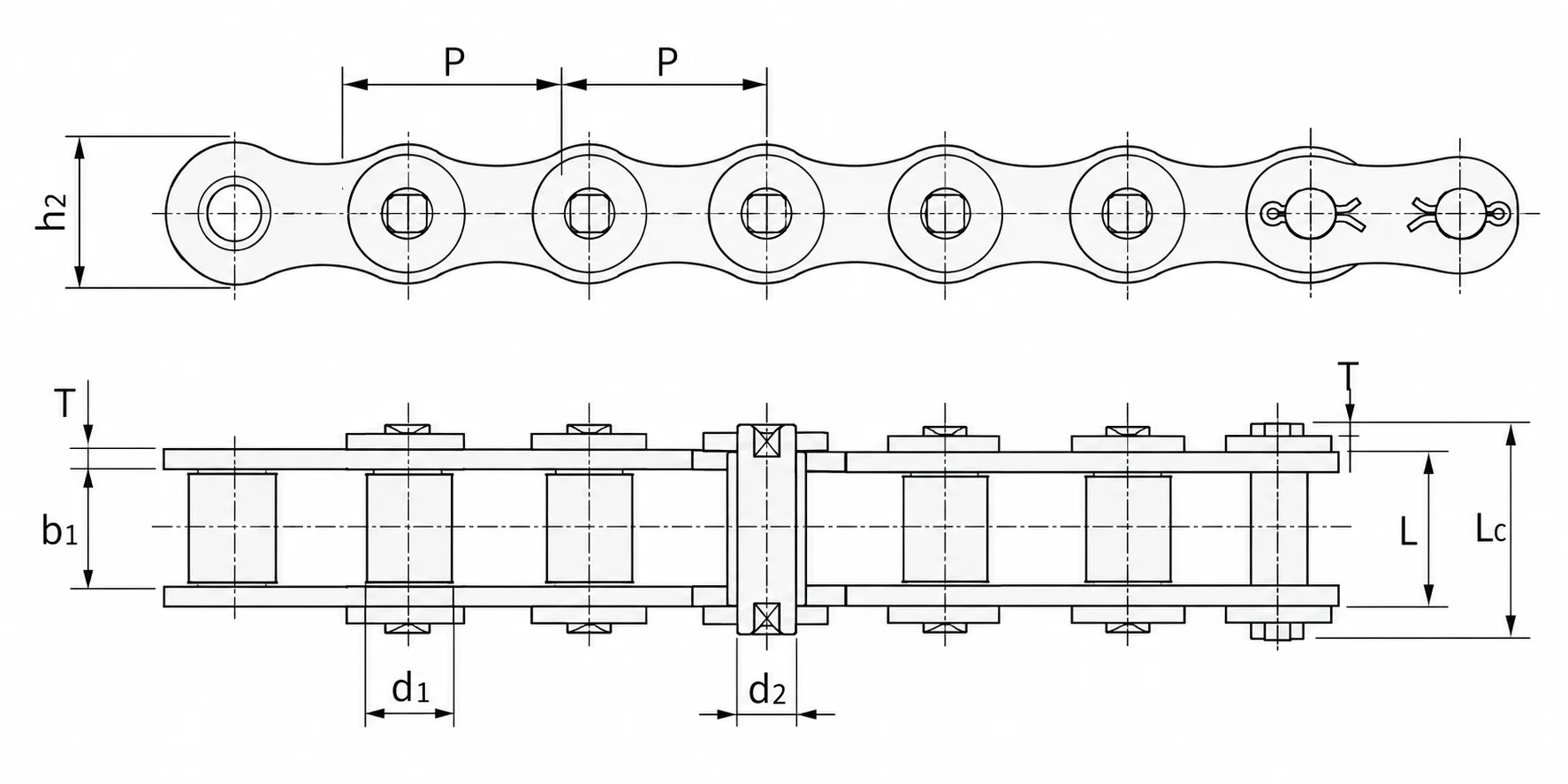
| DIN/ISO No. | ANSI No. | Hatve (P) mm | Silindir Çapı (d1) | İç Genişlik (b1) | Pim Çapı (d2) | Pin L max | Plaka Derinliği (h2) | Levha Kalınlığı (T) | Ultra Çekme Mukavemeti kN | Ortalama Çekme Mukavemeti kN | Ağırlık kg/m |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 208A | 2040 | 25.40 | 7.95 | 7.85 | 3.96 | 16.6 | 12.0 | 1.50 | 14.1 | 16.7 | 0.42 |
| 208B | - | 25.40 | 8.51 | 7.75 | 4.45 | 16.7 | 11.8 | 1.60 | 18.0 | 19.4 | 0.45 |
| 210A | 2050 | 31.75 | 10.16 | 9.40 | 5.08 | 20.7 | 15.0 | 2.03 | 22.2 | 28.1 | 0.73 |
| 210B | - | 31.75 | 10.16 | 9.65 | 5.08 | 19.5 | 14.7 | 1.70 | 22.4 | 27.5 | 0.65 |
| 212A | 2060 | 38.10 | 11.91 | 12.57 | 5.94 | 25.9 | 18.0 | 2.42 | 31.8 | 36.8 | 1.02 |
| 212B | - | 38.10 | 12.07 | 11.68 | 5.72 | 22.5 | 16.0 | 1.85 | 29.0 | 32.2 | 0.76 |
| 216A | 2080 | 50.80 | 15.88 | 15.75 | 7.92 | 32.7 | 24.0 | 3.25 | 56.7 | 65.7 | 1.70 |
| 220A | 2100 | 63.50 | 19.05 | 18.90 | 9.53 | 40.4 | 30.0 | 4.00 | 88.5 | 102.6 | 2.55 |
| 224A | 2120 | 76.20 | 22.23 | 25.22 | 11.10 | 50.3 | 35.7 | 4.80 | 127.0 | 147.3 | 4.06 |
| 228B | - | 88.90 | 27.94 | 30.99 | 15.90 | 65.1 | 36.7 | 7.50 | 200.0 | 222.0 | 6.23 |
| 232B | - | 101.60 | 29.21 | 30.99 | 17.81 | 66.0 | 42.0 | 7.00 | 250.0 | 277.5 | 6.72 |
Nihai çekme dayanımı (Q min), çeliğin laboratuvar ortamında yapılan sıkı çekme testleri altında mutlak fiziksel kırılma noktasını gösterir. Operasyonel mühendislik yönergeleri, sürekli çalışma yükünün bu belgelenmiş nihai akma sınırının altıda birini asla aşmaması gerektiğini kesin olarak belirtir. Bu güvenlik faktörü, gerçek saha koşullarında milyonlarca döngüsel dönüş boyunca mikroskobik yorulma çatlaklarını önlemek için kritik öneme sahiptir. Yükünüz bu hesaplamayı aşarsa, sertleştirilmiş pimleri kırmadan kesme kuvvetlerini güvenli bir şekilde dağıtmak için simplex konfigürasyonundan gelişmiş multiplex mimarisine geçmeniz gerekir.
Özel Makaralı Geometri: Standart ve Büyük Boy Taşıyıcılar
Çift hatveli mimariler, yapısal olarak birbirinden tamamen farklı birden fazla makara geometrisini barındırdıkları ve fabrika zemininde tamamen farklı kinetik fizik kuralları belirledikleri için son derece çok yönlüdür. Doğru makara profilini belirlemek, konveyör motorlarınızda aşırı ısınmayı önlemek ve ağır kayma sürtünmesinden kaynaklanan erken ray aşınmasını azaltmak için kritik öneme sahiptir.
Standart Gömme Makaralar
Standart makara serisi, tek hatveli muadiliyle tamamen aynı çapa sahip sağlam bir makara kullanır. Bu makara, düz yan plakaların dikey profili içine tamamen gömülüdür. Bu konfigürasyon, zincirin serbestçe sallandığı veya yağlanmış naylon aşınma izi boyunca hafifçe kaydığı uzun mesafelerde son derece verimli döner güç aktarımı için özel olarak tasarlanmıştır.
Büyük Boy Taşıyıcı Makaralar
Büyük boyutlu varyasyonlarda, yan çubukların üst ve alt kenarlarının çok ötesine fiziksel olarak uzanan devasa katı silindirler kullanılır. Bu, bağlantıyı temelde hareketli bir konveyör zeminine dönüştürür. Çıkıntılı silindirler yük ağırlığını doğrudan taşır ve yüksek sürtünmeli kayma direncini, çelik kılavuz raylara karşı son derece verimli, düşük sürtünmeli yuvarlanma direncine dönüştürür.

İçi Boş Pim Mimarisi ve Özel Bağlantı Elemanları
Tesis mühendisleri, silindir çapını değiştirmenin ötesinde, sıklıkla şu yöntemlerden yararlanırlar: İçi Boş İğne Çeşitli varyasyonlar. Katı çelik çubuklar yerine boru şeklinde, kalın duvarlı delikli pimlerle tasarlanan bu tasarım, sonsuz derecede özelleştirilebilir bir malzeme taşıma platformu oluşturur. Bu sayede, makine montajcıları, karmaşık saha kaynağı gerektirmeden veya taban plakalarının yapısal bütünlüğünü değiştirmeden, özel uzatılmış aksları, özel taşıyıcı sepetleri veya özel naylon itici kanatları çift hatveli iletim zincirinin enine merkezinden doğrudan kolayca geçirebilirler.
Bu modülerlik, ticari ambalajlama ve sıralama lojistiğinde yoğun olarak kullanılmaktadır. Taşınan ürünün fiziksel boyutları bir sonraki iş çeyreğinde değişirse, özel bağlantı parçaları, ana zincir halkasını kırmadan veya tamamen yeni bir temel şanzıman satın almadan kolayca sökülüp değiştirilebilir. İçi boş bir pim oluşturmak için çekirdek malzemenin çıkarılmasının, montajın nihai kesme kapasitesini doğal olarak azalttığını hesaplamak önemlidir; içi boş pim varyantı, katı pim muadiline kıyasla genellikle yaklaşık 15% ila 20% daha az nihai çekme dayanımına sahiptir ve bu, maksimum çalışma yükü sınırına dahil edilmelidir.

Kinematik Senkronizasyon ve Dişli Anatomisi
çift perdeyi entegre etmek ağır hizmet tipi dişli ve zincir Montaj, derinlemesine bir anlayış gerektirir. dişli çarkın anatomisiÇünkü adım mesafesi tam olarak iki katına çıkarıldığından, bu zincirler teknik olarak, göbekte 30 veya daha fazla diş bulunması koşuluyla, standart tek adımlı dişlilerle bağlantı kurmak için gerekli geometrik boşluğa sahiptir. Bu geçici düzenlemede, uzatılmış bağlantı, dişlinin her ikinci dişine takılır. Bununla birlikte, matematiksel olarak mümkün olsa da, mühendisler yüksek yük altında ve sürekli çalışma döngülerinde bu uygulamayı şiddetle tavsiye etmemektedir.

Maksimum uzun ömür için, özel çift eğimli tasarım. dişli çarklar Belirtilmesi gerekir. Bu özel göbekler, "yarım dişli" veya "çift kesimli" involüt geometrilerle CNC frezeleme yöntemiyle işlenir. Bu göbekler tek sayıda gerçek dişle işlendiğinde, "avcı diş" etkisi olarak bilinen son derece avantajlı bir mekanik olay meydana gelir. İlk tam dönüş sırasında, makaralar belirli bir kök boşluğuna güvenli bir şekilde oturur. Sonraki dönüşte, tek diş sayısı, makaraların daha önce kullanılmamış bitişik boşluklara indekslenmesini sağlar. Bu mekanizma, aşındırıcı sürtünmeyi ve darbe kuvvetini dişlinin tüm çevresine mükemmel bir şekilde dağıtarak, değiştirme gerekmeden önce göbeğin çalışma ömrünü etkili bir şekilde ikiye katlar. Not: Büyük boyutlu taşıyıcı makaralar kullanılıyorsa, standart dişliler kullanılamaz; büyük makaralar dibe vuracak ve kök boşluğunda sıkışacaktır.
Küresel Endüstriyel Uygulama Senaryoları
Çift hatveli konfigürasyon, uzun fiziksel alanlarda senkronize ve istikrarlı hareket gerektiren ortamlarda üstün performans göstererek, ağır tek hatveli bantların yerini kalıcı olarak almaktadır.
Otomotiv Montajı ve Ağır Şasi Taşımacılığı
Ağır otomotiv şasi çerçevelerini yüzlerce metrelik fabrika zemininde hareket ettirmek, aşırı güç tüketimi olmadan muazzam bir çekme kapasitesi gerektirir. Çift hatveli düzenek, toplam zincir ağırlığını önemli ölçüde azaltarak ana dişli kutularına binen yükü düşürür. Tesislerde burada yaygın olarak büyük boyutlu makaralı modeller kullanılır; bu sayede ağır motor kalıpları çelik ray kılavuzları üzerinde sorunsuz bir şekilde hareket ederek sürtünme katsayısını düşürür ve akım tüketimini önemli ölçüde azaltır.
Tarım Hasadı ve Tahıl İşleme
Büyük tahıl depolarında ve mobil hasat ekipmanlarında uzun merkez mesafeleri zorunludur. 216A veya 220A serisinin azaltılmış ölü ağırlığı, traktörün PTO'sundan daha az parazit güç çeker ve daha fazla ham motor beygir gücünü doğrudan ürün işleme mekanizmalarına aktarırken aynı zamanda tarlalardan gelen yüksek derecede aşındırıcı silika tozunun girişine de direnç gösterir.
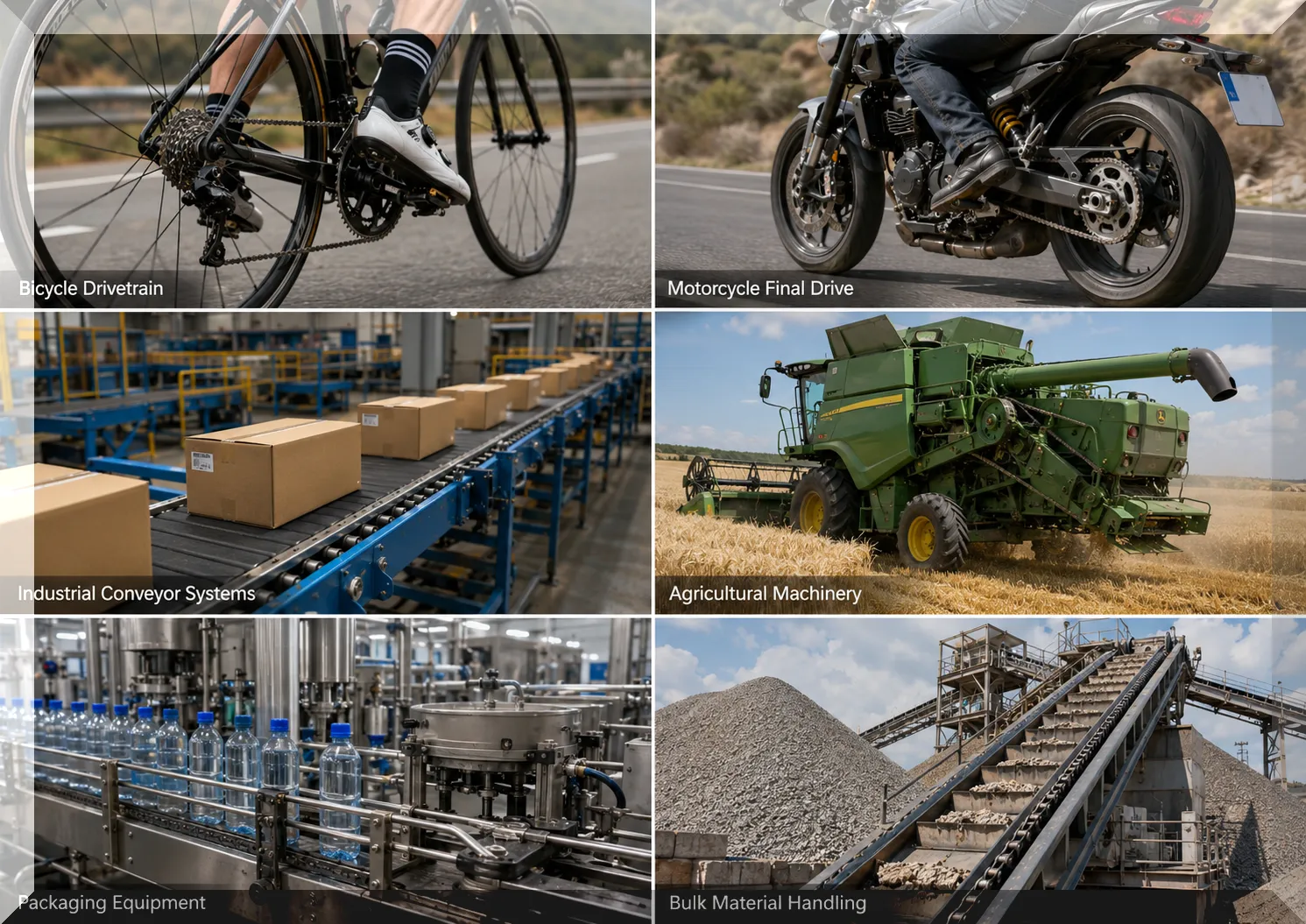
Ticari Ambalaj ve Şişeleme Lojistiği
Ambalaj tesislerinde sıklıkla büyük boyutlu taşıyıcı silindirlerle donatılmış çift hatveli formatlar kullanılır. Yük, serbestçe dönen büyük boyutlu silindirlerin üzerinde doğrudan hareket ettiği için, birikme basıncı neredeyse tamamen ortadan kalkar. Bu, kırılgan cam şişelerin, alttaki iletim sisteminin yükün alt kısmına şiddetli bir şekilde sürtünmesi olmadan, hatta güvenli bir şekilde sıraya girmesini sağlar.
Gelişmiş Triboloji ve Malzeme Kaplama Seçenekleri
Endüstriyel taşıma ağları, son derece çeşitli çevresel kirleticilerle karşı karşıyadır. Ham karbon çeliği üstün nihai çekme dayanımı sunar ancak nemli tarım veya yıkama gerektiren ambalaj ortamlarında hızla oksidasyona uğrar. Birden fazla sektörde uzun ömürlü çalışma garantisi sağlamak için, çift hatveli iletim bileşenleri, son derece özel metalurjik yüzey işlemleri kullanılarak üretilir.
Hafif nem veya dış mekan yoğuşmasına maruz kalan ortamlarda, karbon çelik bileşenler elektrolitik çinko veya nikel kaplamaya tabi tutulur. Bu işlem, temel metali koruyucu bir tabaka ile kaplayarak, alttaki çekirdek çekme dayanımını değiştirmeden atmosferik oksidasyonu aktif olarak engeller. Alternatif olarak, FDA tarafından denetlenen gıda işleme ve şişeleme tesislerinde kullanıldığında, saf östenitik paslanmaz çelik (SS304/SS316) zorunludur. Paslanmaz çelik, karbon alaşımlarına kıyasla biraz daha düşük nihai çekme dayanımı sağlasa da, sert kimyasal dezenfektanlara kesinlikle direnç gösterir ve taşınan mallar üzerinde sıfır oksidatif partikül kirliliği oluşturur.
ISO Sertifikalı Üretim ve Ön Yükleme Standartları
Bu hassas mekanik toleransların ticari ölçekte uygulanması, metalurji bilimine sarsılmaz bir bağlılık gerektirir. Korea Ever-Power Chain and Sprocket Co., Ltd, küresel ağır sanayi tabanına tedarik sağlamak için yirmi yılı aşkın ISO9001:2008 sertifikalı üretim uzmanlığından yararlanmaktadır. Çift hatveli plakalar normal mesafenin iki katını kapsadığından, çelik içindeki herhangi bir kristal kusuru, plakanın gerilim altında bükülmesine neden olur. Bu riski ortadan kaldırmak için, her bir bağlantı plakası agresif bir bilye püskürtme işleminden geçirilir.

Bu mekanik soğuk işleme süreci, yüksek karbonlu çeliği mikro kürelerle bombardıman ederek, yorulma çatlamasının başlamasını önemli ölçüde geciktiren yoğun bir artık basınç gerilimi tabakası oluşturur. Dahası, her bir çift hatveli montaj, vakumlu paketlemeden önce pimleri ve burçları kalıcı olarak yerine oturtmak için dinamik olarak önceden yüklenir - yaklaşık 30%'lik nihai kırılma limitine kadar hidrolik olarak gerilir. Bu kritik fabrika süreci, ilk çalıştırma uzamasını önemli ölçüde sınırlandırarak, bakım ekiplerinin ilk çalışma haftasında saatlerce süren zahmetli gerdirme işinden tasarruf etmesini sağlar. Güney Kore genelinde yerelleştirilmiş envanterleri yöneterek, uluslararası deniz taşımacılığı gecikmelerini tamamen ortadan kaldırıyor ve Asya tesis operatörleri için maksimum çalışma süresini koruyoruz.
Mühendislik Bakımı Hakkında Sıkça Sorulan Sorular ve Doğrulanmış Geri Bildirimler
Makaralar arasındaki uzatılmış geometrik uzunluk nedeniyle, yüksek devirlerde kirişsel etki (dikey sıçrama) şiddetlenir. Mühendisler genellikle çift hatveli uygulamaları düşük veya orta konveyör hızlarıyla (tipik olarak dakikada 50 metrenin altında) sınırlandırırlar. Bu eşiğin üzerinde, harmonik titreşimi bastırmak için standart kısa hatveli kullanım kesinlikle önerilir.
Endüstri standardı, uzama orijinal ölçülen uzunluğun 3,0%'sine ulaştığında değiştirme yapılmasını gerektirir. 100 metre uzunluğundaki bir sistemde, 3,0%, 3 metrelik fiziksel gevşekliğe eşittir. Bu aşırı gevşeklik, zincirin şiddetli bir şekilde fırlamasına, geri dönüş kılavuzlarının içinde bükülmesine ve tüm düzeneğin sıkışmasına neden olur. Çok uzun raylar için, 1,5% ile 2,0% arasında değiştirme şiddetle tavsiye edilir.
Uzun açıklıklar doğal olarak katenari sarkmasına neden olur. Mil yataklarını yakacak şekilde avara göbeğini aşırı germek yerine, UHMW polietilen kılavuz rayları veya yaylı döner gerdiriciler kullanarak halkanın gevşek tarafını dinamik olarak destekleyin.
Hayır. 208A ve 208B modelleri aynı 25,40 mm'lik adım aralığına sahip olsalar bile, iç boyutları uyumsuzdur. B Serisi 8,51 mm'lik bir makara ve 4,45 mm'lik bir pim kullanırken, A Serisi 7,95 mm'lik bir makara ve 3,96 mm'lik bir pim kullanır. Serileri karıştırmaya çalışmak, makaraların dişli çarkına oturmamasına ve anında arızaya neden olur.
Teorik sistem ağırlığı azaltımı, yalnızca fabrika ortamında sürekli çalışma yoluyla doğrulanmaktadır. Aşağıdaki düzenlenmemiş geri bildirimler, Asya genelindeki tesis yöneticileri ve otomasyon entegratörlerinden gelmektedir.
"Şasi transfer hatlarını, aşırı büyük boyutlu 216A serisi makaralarla yeniledik. Yuvarlanma sürtünme katsayısı, ana tahrik motorlarımızdaki elektrik tüketimini önemli ölçüde azalttı. Çift kesimli dişliler kullandık ve 6.000 saat sonra, dişli ömrünü iki katına çıkarmak için zinciri bir adım ileriye aldık. Son derece ekonomik."
"Meyve ayıklama konveyörlerimiz, yüksek nem koşullarında 80 metreden fazla kesintisiz çalışır. Nikel kaplı 208B, yıkama oksidasyonuna mükemmel şekilde direnç gösterir ve genişletilmiş hatve, özel naylon ayıklama kanatlarını herhangi bir engel olmadan doğrudan yan plakalara cıvatalamamıza olanak tanır. Kore Ever-Power'dan son derece hassas boyut toleransları."
"Fabrikadan gelen ön gerdirme son derece güvenilir. Ağır palet taşıma hattına 224A içi boş pim sistemini kurduk. İlk 72 saatlik çalıştırma süresi boyunca gerdirme cıvatalarını bir kez bile ayarlamak zorunda kalmadık. Plaka derinliği, paletlerin dikey ağırlığını herhangi bir fiziksel bükülme olmadan taşıyor."

Ek bilgi
| Editör | Cxm |
|---|
İlgili ürünler
-

SH Serisi Makaralı Zincirler | Yüksek Mukavemetli Ağır Hizmet Tipi Kısa Adımlı
-

Motosiklet Tahrik Zinciri | 25 - 530H Serisi – Standart, Ağır Hizmet ve O-Ringli
-

SP Serisi Makaralı Zincir | Ağır Hizmet Tipi Kısa Adımlı
-
A Serisi Kısa Adımlı Hassas Makaralı Zincirler
-

12A-G2 Kauçuk Üst Makaralı Zincir
-
B Serisi Kısa Adımlı Hassas Makaralı Zincirler
-
Ağır Hizmet Tipi Makaralı Tahrik Zinciri: Ticari Makinelerin Kinetik Çekirdeği


























