Kaksoisjakoinen voimansiirtoketju (sarjat 208–232)
")
The Kaksoisjakoinen voimansiirtoketju (sarjat 208–232) muokkaa geometrisesti standardia kuljetinketju arkkitehtuuria pidentämällä umpinaisia sivulevyjä täsmälleen kaksinkertaiseen ASME/ANSI- tai ISO-standardin mukaiseen jakomittaan verrattuna. Tämä laskettu mekaaninen venymä säilyttää täysin perussarjan alkuperäisen vetolujuuden ja umpinaisten telojen halkaisijan samalla, kun se puolittaa aktiivisesti tarvittavien hiilinitrattujen tappien, umpinaisten holkkien ja kylmäpuristettujen telojen kokonaismäärän lineaarimetriä kohden. Tämä dramaattinen rakenteellinen painonvähennys poistaa tehokkaasti loisvastuksen, joka rasittaa merkittävästi massiivisten maatalousjyrsintälaitteiden ja teollisuusautomaatiojärjestelmien ensisijaisia käyttömoottoreita, tarjoten erittäin optimoidun, pienikitkaisen kineettisen ratkaisun tasatilan kuormansiirtoon.
Kinemaattinen fysiikka ja laajennettu noususuunnittelun mekaniikka
Jotta voidaan analysoida perusteellisesti tämän laajennetun formaatin tarjoamia massiivisia tehokkuushyötyjä, mekaanisten suunnittelijoiden on tutkittava tarkasti ketjun anatomia mekanismeja. Vakiomuotoinen ANSI 40 -voimansiirtolenkki toimii tiukalla 12,7 mm:n (0,500 tuuman) jaolla, joka on suunniteltu ensisijaisesti suurnopeuksiseen ja korkeakierroksiseen pyörivään siirtoon. Vastaava kaksoisjakoinen variantti, joka on virallisesti nimetty ANSI-standardin mukaan 2040:ksi tai ISO-standardin mukaan 208A:ksi, käyttää täsmälleen samaa tapin halkaisijaa, sisärullan leveyttä ja karkaistun levyn paksuutta, mutta toimii pidennetyllä 25,4 mm:n (1,000 tuuman) jaolla. Kun aloittelevat tehdasmekaanikot tiedustelevat, Mikä on ketju ja hammaspyörä? Kaupallisten kuljettimien yhteydessä toimintatodellisuus muuttuu kokonaan pelkästä pyörivästä vääntömomentin siirrosta vaakasuoraan spatiaaliseen kuorman jakautumiseen. Laakerinivelten välisen fyysisen etäisyyden geometrisella kaksinkertaistamisella joustavan vivuston kumulatiivinen metallinen massa pienenee merkittävästi.
Kun käytetään 50 tai 100 metrin jatkuvaa kuljetinhihnaa, vakiomallisten lyhytjakoisten komponenttien käyttö aiheuttaa tahattomasti valtavan staattisen painon, joka vetää aggressiivisesti terminaalin vetoakseleita luonnollisen painovoimaisen köysijohdon roikkumisen vuoksi. Tämä jatkuva alaspäin suuntautuva jännitys pakottaa hankintaosastot määrittämään huomattavasti suurempia akselin tukilaakeripukkeja ja huomattavasti tehokkaampia pääkäyttölaitteita tiukasti voimansiirron hihnan omapainon voittamiseksi. käyttöketju pudottaa tätä staattista painoa lähes 40%. Koska lopullinen vetolujuus johdetaan kokonaan levyn poikkileikkauspinta-alasta ja tapin halkaisijan leikkauskapasiteetista – jotka molemmat pysyvät matemaattisesti identtisinä raskaaseen käyttöön tarkoitetun perussarjan kanssa – turvallinen työkuorman raja säilyy täydellisesti. Tämä edistynyt arkkitehtuuri mahdollistaa laitoksen päälliköille massiivisten automatisoitujen lajitteluryhmien rakentamisen ilman moottorikoteloiden geometrista laajentamista, mikä alentaa merkittävästi laitoksen kokonaisinvestointeja.
On ehdottoman tärkeää dokumentoida, että nämä pidennettyjä vivustoja on suunniteltu yksinomaan pienille tai kohtalaisille nopeuksille (tyypillisesti alle 50 lineaarimetriä minuutissa). Kaksoisjakoisen muodon käyttö suurilla pyörimisnopeuksilla aiheuttaa mekaanisesti voimakasta jänneliikettä. Tämä on geometrinen ilmiö, jossa pitkänomaiset suorat vivustot tarttuvat voimakkaasti pystysuoraan akseliin pyöriessään navan monikulmaisen muodon ympäri. Suurilla kierrosnopeuksilla tämä pystysuora tarttuminen aiheuttaa tuhoisaa harmonista värähtelyä ja akustista resonanssia, joka rikkoo nopeasti tarkkuuslaakerit. Siksi nämä kaksoisjakoiset voimansiirtoketjut on optimoitu yksinomaan tasaiseen ja jatkuvaan vetovoimaan pitkillä etäisyyksillä.
Tarkat mittamatriisit ja komponenttien toleranssit
Vaihteiston vivuston asianmukainen määrittely edellyttää kansainvälisten mittastandardien ehdotonta noudattamista. Alla oleva kattava empiirinen matriisi kuvaa tarkat geometriset parametrit sekä DIN/ISO (B-sarja) että ANSI (A-sarja) -standardin mukaisille kaksoisjakoprofiileille. Vaikka sekä 208A että 208B voivat olla täsmälleen 25,40 mm tapin keskeltä tapin keskelle, niiden sisärullien halkaisijat, tapin paksuudet ja sisälevyn leveydet eroavat toisistaan perustavanlaatuisesti. Ennen lopullista integrointia tehtaanseppien on tarkistettava tiukasti levyjen välinen sisäleveys (b1 min) sen varmistamiseksi, että uudet komponentit eivät fyysisesti purista olemassa olevien hammaspyörän hampaisiin. Liian pieni välys saa sisälevyt puristamaan aktiivisesti hammaspyörän evolventtikäyrää, mikä aiheuttaa massiivista säteittäistä kitkaa, joka leikkaa nopeasti hiilinitrattuja teräspintoja.
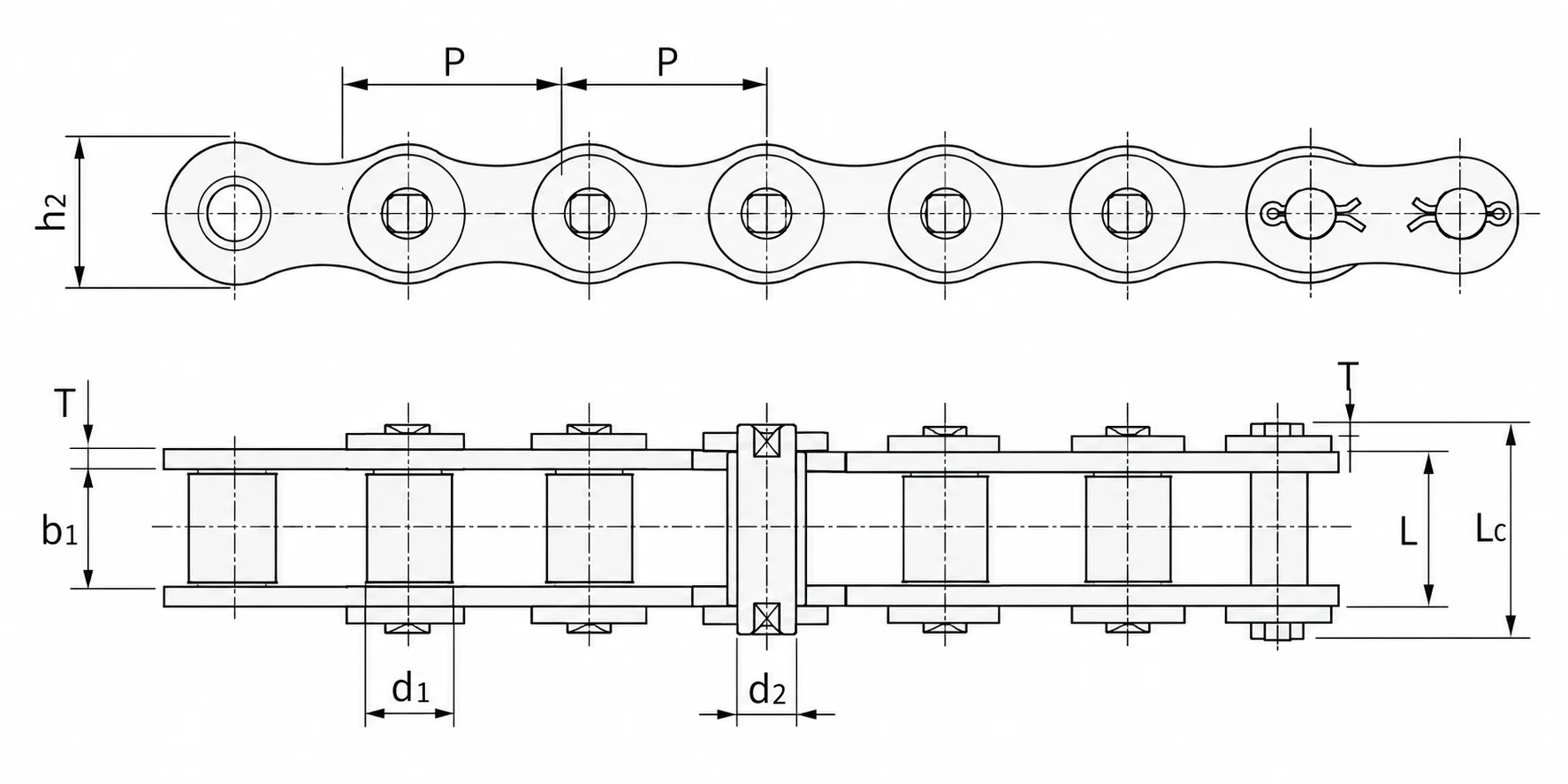
| DIN/ISO nro | ANSI-nro. | Jako (P) mm | Rullan halkaisija (d1) | Sisäleveys (b1) | Tapin halkaisija (d2) | Tappi L max | Levyn syvyys (h2) | Levyn paksuus (T) | Vetolujuus kN | Keskimääräinen vetolujuus kN | Paino kg/m² |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 208A | 2040 | 25.40 | 7.95 | 7.85 | 3.96 | 16.6 | 12.0 | 1.50 | 14.1 | 16.7 | 0.42 |
| 208B | - | 25.40 | 8.51 | 7.75 | 4.45 | 16.7 | 11.8 | 1.60 | 18.0 | 19.4 | 0.45 |
| 210A | 2050 | 31.75 | 10.16 | 9.40 | 5.08 | 20.7 | 15.0 | 2.03 | 22.2 | 28.1 | 0.73 |
| 210B | - | 31.75 | 10.16 | 9.65 | 5.08 | 19.5 | 14.7 | 1.70 | 22.4 | 27.5 | 0.65 |
| 212A | 2060 | 38.10 | 11.91 | 12.57 | 5.94 | 25.9 | 18.0 | 2.42 | 31.8 | 36.8 | 1.02 |
| 212B | - | 38.10 | 12.07 | 11.68 | 5.72 | 22.5 | 16.0 | 1.85 | 29.0 | 32.2 | 0.76 |
| 216A | 2080 | 50.80 | 15.88 | 15.75 | 7.92 | 32.7 | 24.0 | 3.25 | 56.7 | 65.7 | 1.70 |
| 220A | 2100 | 63.50 | 19.05 | 18.90 | 9.53 | 40.4 | 30.0 | 4.00 | 88.5 | 102.6 | 2.55 |
| 224A | 2120 | 76.20 | 22.23 | 25.22 | 11.10 | 50.3 | 35.7 | 4.80 | 127.0 | 147.3 | 4.06 |
| 228B | - | 88.90 | 27.94 | 30.99 | 15.90 | 65.1 | 36.7 | 7.50 | 200.0 | 222.0 | 6.23 |
| 232B | - | 101.60 | 29.21 | 30.99 | 17.81 | 66.0 | 42.0 | 7.00 | 250.0 | 277.5 | 6.72 |
Murtolujuus (Q min) määrittää teräksen absoluuttisen fyysisen murtumispisteen tiukoissa laboratoriovetokokeissa. Käyttösuunnittelun ohjeet määräävät tiukasti, että jatkuva työkuorma ei saa koskaan ylittää kuudesosaa tästä dokumentoidusta myötörajasta. Tämä turvallisuuskerroin on kriittinen mikroskooppisen väsymismurtuman estämiseksi miljoonien syklisten kiertojen aikana todellisissa kenttäolosuhteissa. Jos hyötykuorma ylittää tämän laskelman, on siirryttävä yksiulotteisesta kokoonpanosta edistyneeseen moniulotteiseen arkkitehtuuriin, jotta leikkausvoimat voidaan jakaa turvallisesti karkaistuneita tappeja rikkomatta.
Erikoisrullien geometria: Vakiokokoiset vs. ylisuuret kuljettimet
Kaksoisjakoiset arkkitehtuurit ovat poikkeuksellisen monipuolisia, koska ne mahdollistavat rakenteellisesti useita selvästi erilaisia telageometrioita, mikä sanelee täysin erilaisen kineettisen fysiikan tehdaslattialla. Oikean telaprofiilin tunnistaminen on ratkaisevan tärkeää kuljetinmoottoreiden lämpöylikuormituksen estämiseksi ja suuren liukukitkan aiheuttaman kiskojen ennenaikaisen kulumisen vähentämiseksi.
Vakiokokoiset upotetut rullat
Vakiorullasarjassa käytetään umpinaista rullan osaa, jonka halkaisija on täsmälleen sama kuin vastaavassa yksijakoisessa vastineessa. Tämä rulla on kokonaan upotettu suorien sivulevyjen pystysuoraan profiiliin. Tämä kokoonpano on suunniteltu yksinomaan erittäin tehokasta pyörivää voimansiirtoa varten pitkillä matkoilla, joissa ketju joko roikkuu vapaasti tai liukuu kevyesti voideltua nailonkulutusuraa pitkin.
Ylisuuret kantorullat
Ylisuurissa muunnelmissa käytetään massiivisia, kiinteitä teloja, jotka fyysisesti ulottuvat merkittävästi sivupalkkien ylä- ja alareunojen ulkopuolelle. Tämä muuttaa vivuston olennaisesti rullaavaksi kuljetinlattiaksi. Ulkonevat rullat kannattelevat hyötykuorman suoraan, jolloin suuren kitkan liukuva vastus muuttuu erittäin tehokkaaksi ja pienikitkaiseksi vierintävastukseksi teräsjohteita vasten.

Onttotappiarkkitehtuuri ja mukautetut kiinnikkeet
Rullan halkaisijan muuttamisen lisäksi laitosinsinöörit hyödyntävät usein Ontto tappi muunnelmia. Tämä rakenne, joka on suunniteltu putkimaisilla, paksuseinäisillä läpireikätapeilla kiinteiden terästankojen sijaan, luo äärettömän mukautettavan materiaalinkäsittelyalustan. Sen avulla tehtaanrakentajat voivat vaivattomasti asentaa räätälöityjä pidennettyjä akseleita, erikoistuneita kantokoreja tai räätälöityjä nailonisia työntölenkkejä suoraan kaksijakoisen voimansiirtoketjun poikittaisen keskiosan läpi ilman monimutkaista kenttähitsausta tai pohjalevyjen rakenteellisen eheyden muuttamista.
Tätä modulaarisuutta hyödynnetään laajasti kaupallisessa pakkaus- ja lajittelulogistiikassa. Jos kuljetettavan tuotteen fyysiset mitat muuttuvat seuraavana liikevuosineljänneksenä, mukautetut lisälaitteet voidaan yksinkertaisesti irrottaa pulteilla ja vaihtaa ilman, että ensisijaista ketjusilmukkaa katkaistaan tai kokonaan uutta perusvaihteistoa tarvitsee ostaa. On tärkeää laskea, että ydinmateriaalin poistaminen onton tapin luomiseksi luonnollisesti vähentää kokoonpanon lopullista leikkauskapasiteettia; onton tapin variantilla on yleensä noin 15% - 20% pienempi lopullinen vetolujuus verrattuna vastaavaan kiinteään tappiin, mikä on otettava huomioon suurimmassa sallitussa työkuormassa.

Kinemaattinen synkronointi ja hammaspyörän anatomia
Kaksoispituuden integrointi raskaaseen käyttöön tarkoitettu ketjupyörä ja ketju kokoonpano edellyttää syvällistä ymmärrystä hammaspyörän anatomiaKoska jakoväli on täsmälleen kaksinkertainen, näillä ketjuilla on teknisesti geometrinen välys kytkeytyä tavallisiin yksijakoisiin ketjupyöriin, edellyttäen, että navassa on 30 tai enemmän hammasta. Tässä väliaikaisessa järjestelyssä pitkänomainen vivusto kytkeytyy yksinkertaisesti joka toiseen hammaspyörän hampaaseen. Vaikka se on matemaattisesti mahdollista, insinöörit suosittelevat vahvasti välttämään tätä käytäntöä suuren kuormituksen ja jatkuvien käyttöjaksojen aikana.

Maksimaalisen pitkäikäisyyden takaamiseksi, oma kaksoisjyrsintä ketjupyörät on määriteltävä. Nämä erikoisnavat on CNC-jyrsitty "puolihampaisilla" tai "kaksoisleikatuilla" evolventtigeometrioilla. Kun näihin navoihin koneistetaan pariton määrä hampaita, syntyy erittäin edullinen mekaaninen ilmiö, joka tunnetaan nimellä "metsästyshammas"-ilmiö. Ensimmäisen täyden kierroksen aikana rullat asettuvat tukevasti tiettyihin juurionteloihin. Seuraavalla kierroksella pariton määrä hampaita pakottaa rullat indeksoitumaan aiemmin käyttämättömiin vierekkäisiin onteloihin. Tämä mekanismi jakaa hankauskitkan ja iskuvoiman täydellisesti koko hammaspyörän kehälle, mikä käytännössä kaksinkertaistaa navan käyttöiän ennen kuin se on vaihdettava. Huomautus: Jos käytetään ylisuuria kantorullia, ei voida käyttää vakiohammaspyöriä; massiiviset rullat pohjaavat ja juuttuvat juurionteloon.
Globaalit teolliset sovellusskenaariot
Kaksinkertainen jakohihnarakenne menestyy ympäristöissä, jotka vaativat synkronoitua ja tasaista liikettä laajoilla fyysisillä asetteluilla, ja se korvaa pysyvästi raskaat yksijakoiset hihnat.
Autojen kokoonpano ja raskaiden alustojen kuljetus
Raskaiden autojen alustojen siirtäminen satojen metrien tehdaslattialla vaatii valtavaa vetokykyä ilman liiallista tehonkulutusta. Kaksinkertainen jako pienentää ketjun kokonaispainoa merkittävästi, mikä vähentää ensisijaisten vaihteistojen rasitusta. Laitoksissa käytetään laajasti ylisuuria rullavalinnaita, minkä ansiosta raskaat moottorin jigit voivat vieriä tasaisesti teräskiskojen yli, mikä pienentää kitkakerrointa ja merkittävästi virrankulutusta.
Maatalouden sadonkorjuu ja viljanjalostus
Massiivisissa viljasiiloissa ja liikkuvissa sadonkorjuulaitteissa pitkät keskiöetäisyydet ovat välttämättömiä. 216A- tai 220A-sarjan pienempi omapaino kuluttaa vähemmän loisvoimaa traktorin voimanottoakselilta, mikä ohjaa enemmän raakaa moottorin tehoa suoraan sadonkäsittelymekanismeille ja samalla estää pelloilta tulevan erittäin hankaavan piidioksidipölyn pääsyn sisään.
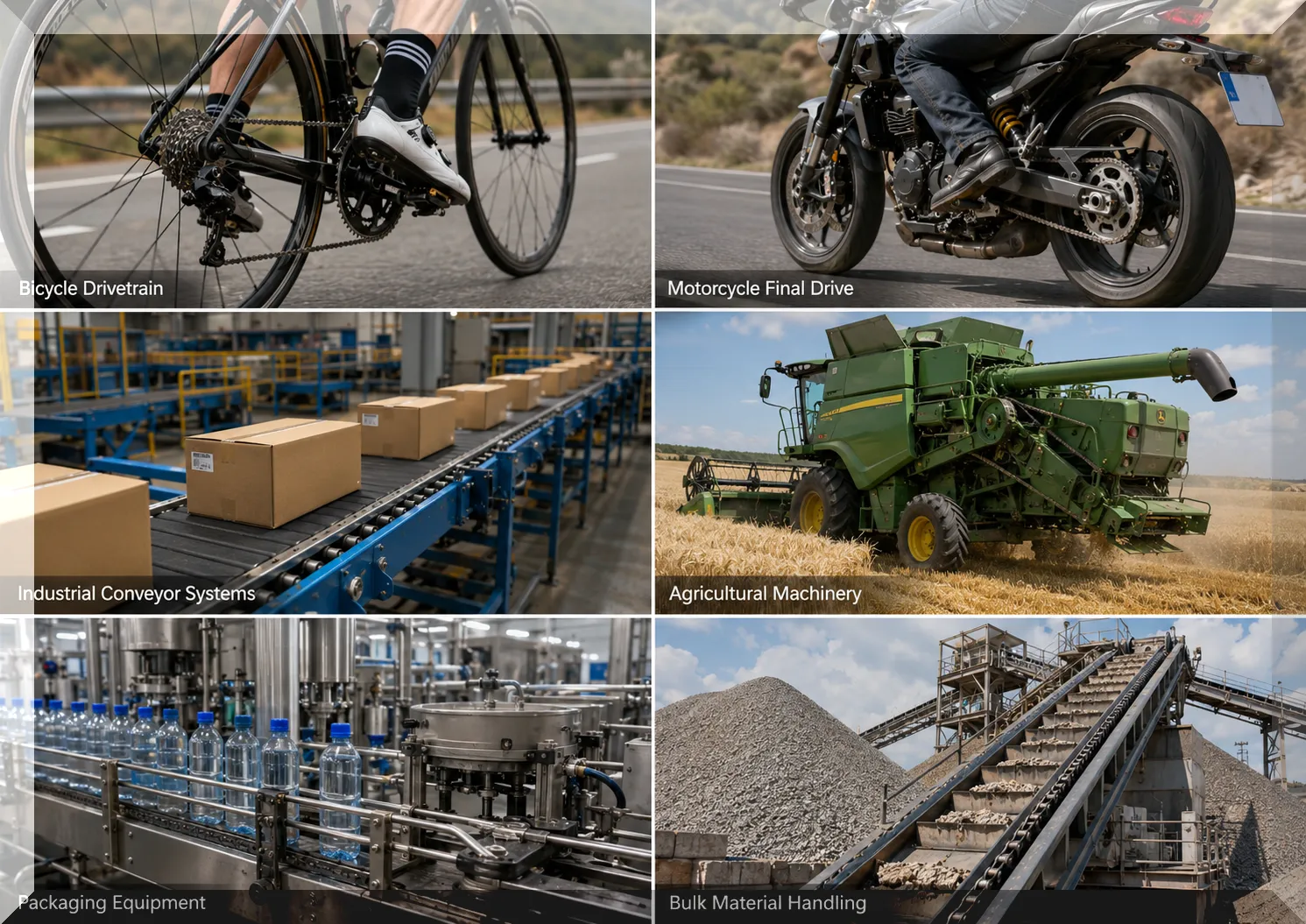
Kaupallisten pakkausten ja pullotusten logistiikka
Pakkauslaitokset käyttävät usein kaksijakoisia pakkausformaatteja, joissa on ylisuuret kantorullat. Koska hyötykuorma kulkee suoraan vapaasti pyörivien ylisuurten rullien päällä, kertymispaine poistuu käytännössä kokonaan. Tämä mahdollistaa herkkien lasipullojen turvallisen jonotuksen linjalla ilman, että alla oleva voimansiirto hankaa voimakkaasti hyötykuorman pohjaa vasten.
Edistyneet tribologia- ja materiaalipinnoitusvaihtoehdot
Teollisuuden kuljetusverkot kohtaavat hyvin erilaisia ympäristösaasteita. Paljas hiiliteräs tarjoaa erinomaisen vetolujuuden, mutta hapettuu nopeasti kosteissa maatalous- tai pakkausympäristöissä. Jotta pitkäaikainen käyttö useilla eri aloilla voidaan taata, kaksijakoiset vaihteistokomponentit valmistetaan käyttämällä erittäin erikoistuneita metallurgisia pintakäsittelyjä.
Kevyesti kosteille tai ulkoilman kondensaatiolle alttiissa ympäristöissä hiiliteräskomponentit pinnoitetaan elektrolyyttisesti sinkillä tai nikkelillä. Tämä pinnoittaa perusmetallin uhrautuvalla kerroksella, joka hylkii aktiivisesti ilmakehän hapettumista muuttamatta alla olevan ytimen vetolujuutta. Vaihtoehtoisesti, kun sitä käytetään tiukasti FDA:n sääntelemissä elintarvikkeiden jalostus- ja pullotuslaitoksissa, puhdasta austeniittista ruostumatonta terästä (SS304/SS316) käytetään pakollisesti. Vaikka ruostumattoman teräksen vetolujuus on hieman alhaisempi kuin hiiliseoksilla, se kestää täysin voimakkaita kemiallisia desinfiointiaineita eikä tuota oksidatiivista hiukkaskontaminaatiota kuljetettaviin tavaroihin.
ISO-sertifioidut valmistus- ja esilastausstandardit
Näiden tarkkojen mekaanisten toleranssien toteuttaminen kaupallisessa mittakaavassa vaatii tinkimätöntä omistautumista metallurgiselle tieteelle. Korea Ever-Power Chain and Sprocket Co.,Ltd hyödyntää yli kahden vuosikymmenen ISO9001:2008-sertifioitua valmistusosaamista toimittaakseen tuotteitaan maailmanlaajuiselle raskaalle teollisuudelle. Koska kaksoisjakolevyjen jänneväli on kaksinkertainen normaaliin verrattuna, teräksen sisäiset kiteiset viat aiheuttavat levyn nurjahtamisen jännityksen alla. Tämän riskin poistamiseksi jokainen yksittäinen nivellevy käy läpi aggressiivisen kuulapuhdistusvaiheen.

Tämä mekaaninen kylmämuokkausprosessi pommittaa runsashiilistä terästä mikropalloilla, mikä aiheuttaa tiheän jäännöspuristusjännityskerroksen, joka viivästyttää merkittävästi väsymishalkeilun alkamista. Lisäksi jokainen yksittäinen kaksoisjakoinen kokoonpano esikuormitetaan dynaamisesti – venytetään hydraulisesti noin 30%:n vetolujuuteen lopullisesta murtumarajastaan – jolloin tapit ja holkit istutetaan pysyvästi ennen tyhjiöpakkaamista. Tämä kriittinen tehdasprosessi rajoittaa merkittävästi alkuvaiheen venymistä, mikä säästää huoltotiimeiltä tuntikausia työlästä kiristystyötä ensimmäisen käyttöviikon aikana. Hallitsemalla paikallisia varastoja kaikkialla Etelä-Koreassa vältämme kokonaan kansainvälisten merikuljetusten viivästykset ja ylläpidämme maksimaalisen käyttöajan aasialaisille laitosten käyttäjille.
Teknisen kunnossapidon usein kysytyt kysymykset ja vahvistettu palaute
Rullien välisen pidemmän geometrisen pituuden vuoksi jänneliike (pystysuora pomppu) voimistuu suurilla kierrosnopeuksilla. Insinöörit rajoittavat yleensä kaksoisjakoa koskettavat sovellukset pieniin tai kohtalaisiin kuljetinnopeuksiin (yleensä alle 50 metriä minuutissa). Tämän kynnysarvon yläpuolella lyhyttä jakoa suositellaan ehdottomasti harmonisen värähtelyn vaimentamiseksi.
Alan standardi määrää ketjun vaihdon, kun venymä saavuttaa 3,0% alkuperäisestä mitatusta pituudesta. 100 metrin pituisessa järjestelmässä 3,0% vastaa 3 metrin fyysistä löysyyttä. Tämä liiallinen löysyys aiheuttaa ketjun voimakkaan syöksymisen, nirhautumisen palautusohjaimien sisällä ja koko kokoonpanon jumiutumisen. Hyvin pitkien telojen vaihtoa suositellaan, kun venymä on 1,5% - 2,0%.
Pitkät jännevälit aiheuttavat luonnollisesti ketjujohtimen roikkumista. Sen sijaan, että välipyörän napaa kiristettäisiin aggressiivisesti liikaa – mikä polttaisi akselin laakerit loppuun – tue lenkin löysää puolta dynaamisesti käyttämällä UHMW-polyeteenistä valmistettuja ohjauskiskoja tai jousikuormitettuja pyöriviä kiristimiä.
Ei. Vaikka 208A:lla ja 208B:llä olisi täsmälleen sama 25,40 mm:n jako, niiden sisäiset mitat eivät ole yhteensopivia. B-sarjassa käytetään 8,51 mm:n rullaa ja 4,45 mm:n tappia, kun taas A-sarjassa käytetään 7,95 mm:n rullaa ja 3,96 mm:n tappia. Sarjojen sekoittaminen johtaa siihen, että rullat eivät asetu hammaspyörään, mikä aiheuttaa välittömän vikaantumisen.
Järjestelmän teoreettinen painonpudotus on validoitu yksinomaan jatkuvan toiminnan avulla tehdasalueella. Alla oleva muokkaamaton palaute on peräisin tehtaanjohtajilta ja automaatiointegraattoreilta eri puolilta Aasiaa.
"Jälkikäteen varustettiin alustan siirtolinjat ylisuurella 216A-sarjan rullalla. Vierintäkitkakerroin laski merkittävästi pääkäyttömoottoreidemme sähkönkulutusta. Käytimme kaksinkertaisesti leikattuja ketjupyöriä, ja 6 000 käyttötunnin jälkeen yksinkertaisesti siirsimme ketjua yhden askeleen eteenpäin kaksinkertaistaaksemme vaihteen käyttöiän. Erittäin taloudellinen."
"Hedelmälajittelukuljettimemme kulkevat yli 80 metriä jatkuvasti kosteissa olosuhteissa. Nikkelöity 208B kestää täydellisesti huuhteluhapettumista, ja pidennetty nousu mahdollistaa räätälöityjen nailonlajittelulentojen pulttauksen suoraan sivulevyihin ilman häiriöitä. Korea Ever-Power tarjoaa erittäin tarkat mittatoleranssit."
"Tehtaan esijännitys on erittäin luotettava. Asensimme 224A onttotappijärjestelmän raskaaseen kuormalavojen käsittelylenkkiin. Meidän ei tarvinnut säätää kiristysruuveja kertaakaan 72 tunnin sisäänajon aikana. Levyn syvyys pitää kuormalavojen pystysuuntaisen painon ilman fyysistä nurjahdusta."

Lisätiedot
| Toimittaja | Cxm |
|---|
Tutustu myös
-

SH-sarjan rullaketjut | Lujat ja raskaaseen käyttöön tarkoitetut lyhytjakoiset
-

Moottoripyörän voimansiirtoketju | 25–530H-sarja – vakio-, raskas- ja O-rengasketju
-

SP-sarjan rullaketju | Raskas lyhyt nousu
-
A-sarjan lyhyen nousun tarkkuusrullaketjut
-

12A-G2 kuminen ylärullaketju
-
B-sarjan lyhyen nousun tarkkuusrullaketjut
-
Raskaan käytön rullaketju: Kaupallisten koneiden kineettinen ydin


























