SP-sarjan rullaketju | Raskas lyhyt nousu

Valmistettu tiukasti ANSI B29.1 -mittastandardien mukaisesti, SP-sarjan rullaketju Säilyttää vakiokokoonpanojen kompaktin jakovälin samalla, kun sisä- ja ulkolevyjä on huomattavasti vahvistettu. Hyödyntämällä seuraavaksi suuremman jakovälin levypaksuutta tämä mekanismi moninkertaistaa lopullisen vetolujuuden ja syklisen väsymiskestävyyden merkittävästi. Tämä kestävä arkkitehtuuri estää aktiivisesti plastista venymistä ja tapin katkeamista pakottamatta koneen pyörivien napojen täydellistä uudelleensuunnittelua, mikä tekee siitä ensisijaisen valinnan liukuohjattuihin koneisiin, raskaisiin maatalouskoneisiin ja iskunkestävään teollisuuskäyttöön.
Kinemaattinen fysiikka: SP-sarjan arkkitehtuuri
Koneinsinöörit kohtaavat usein tiukan tilallisen ongelman päivittäessään kaupallisia koneita: päämoottori vaatii vaihteiston, joka pystyy käsittelemään valtavia vääntömomenttipiikkejä, mutta alustan sisäiset välykset eivät fyysisesti pysty mahdu suurempaan mittajakoon. SP-sarjan (raskas lyhytnousuinen) rullaketju ratkaisee nimenomaisesti tämän teknisen pullonkaulan.
Ymmärtääkseen täysin raskaan, lyhyen nousukulman suunnittelun mekaanisen ylivoiman, kiinteistöpäälliköiden on eriteltävä sen perusasiat ketjun anatomia mekanismeja. Vakiomuotoinen ANSI-vivusto perustuu laskettuun matemaattiseen tasapainoon levyn paksuuden, tapin halkaisijan ja jakovälin välillä. Maansiirtotraktoreissa tai raskaissa maatalouspaalaimissa vaihteistoon kohdistuu jatkuvasti toistuvia ja voimakkaita iskukuormia. Vakiomuotoinen sivulevy antaa fyysisesti periksi näiden äkillisten jännityspiikkien alla. Tämä plastinen muodonmuutos pidentää kokoonpanoa pysyvästi, mikä tuhoaa matemaattisen linjauksen käytettävän hammaspyörän kanssa.
Nuorempien laitosten käyttäjien usein esittämä kysymys on: Mikä on ketju ja hammaspyörä? Teollisuuden suurikuormitustermein se on taipumaton kineettinen silta, jonka on absorboitava ja siirrettävä moottorin hevosvoimat virheettömästi. SP-sarja (usein indeksoitu HSP:ksi, joka tarkoittaa High-Strength Short Pitch) estää aktiivisesti plastisen muodonmuutoksen lisäämällä teräslevyjen poikkileikkauspinta-alaa. Teknisessä fysiikassa rakenteellinen jännitys lasketaan voimana jaettuna pinta-alalla. Paksumpia levyjä käyttämällä poikkileikkauspinta-ala kasvaa merkittävästi, mikä suoraan pienentää metalliin kohdistuvaa paikallista jännitystä raskaan iskukuormituksen aikana. Lisäksi lyhyen jakovälin säilyttäminen mahdollistaa kokoonpanon kytkeytyä suurempaan määrään hammasrattaiden hampaita samanaikaisesti pyörimisen aikana, mikä jakaa massiiviset leikkausvoimat navan laajemmalle kaarelle. Kun näitä jäykkiä teollisuuskäyttöisiä voimakoneita verrataan suurnopeuksiseen... moottoripyörän ketju ja rattaat kokoonpanossa suunnittelun prioriteetit eroavat täysin; SP-sarja hylkää sivuttaisjouston kokonaan ja omistaa 100%:n metallurgisesta rakenteestaan raakaan, pitkittäiseen vetovoimaan.
HSP-tekniikan spesifikaatiomatriisi
Alla dokumentoidut empiiriset tiedot määrittelevät tarkasti ANSI-spesifikaatioiden edellyttämät geometriset välykset. Insinöörien on arvioitava tarkasti vetolujuusparametria (Q min) suhteessa heidän laitteistonsa tuottamiin suurimpiin iskukuormiin. Turvallinen työkuorma on yleensä suunniteltu noin kuudesosaan tästä suurimmasta kapasiteetista. Lisäksi tehtaanrakentajien on tarkistettava levyn paksuus (T) ja tapin enimmäispituus (L max) olemassa olevien alustan ohjainten perusteella.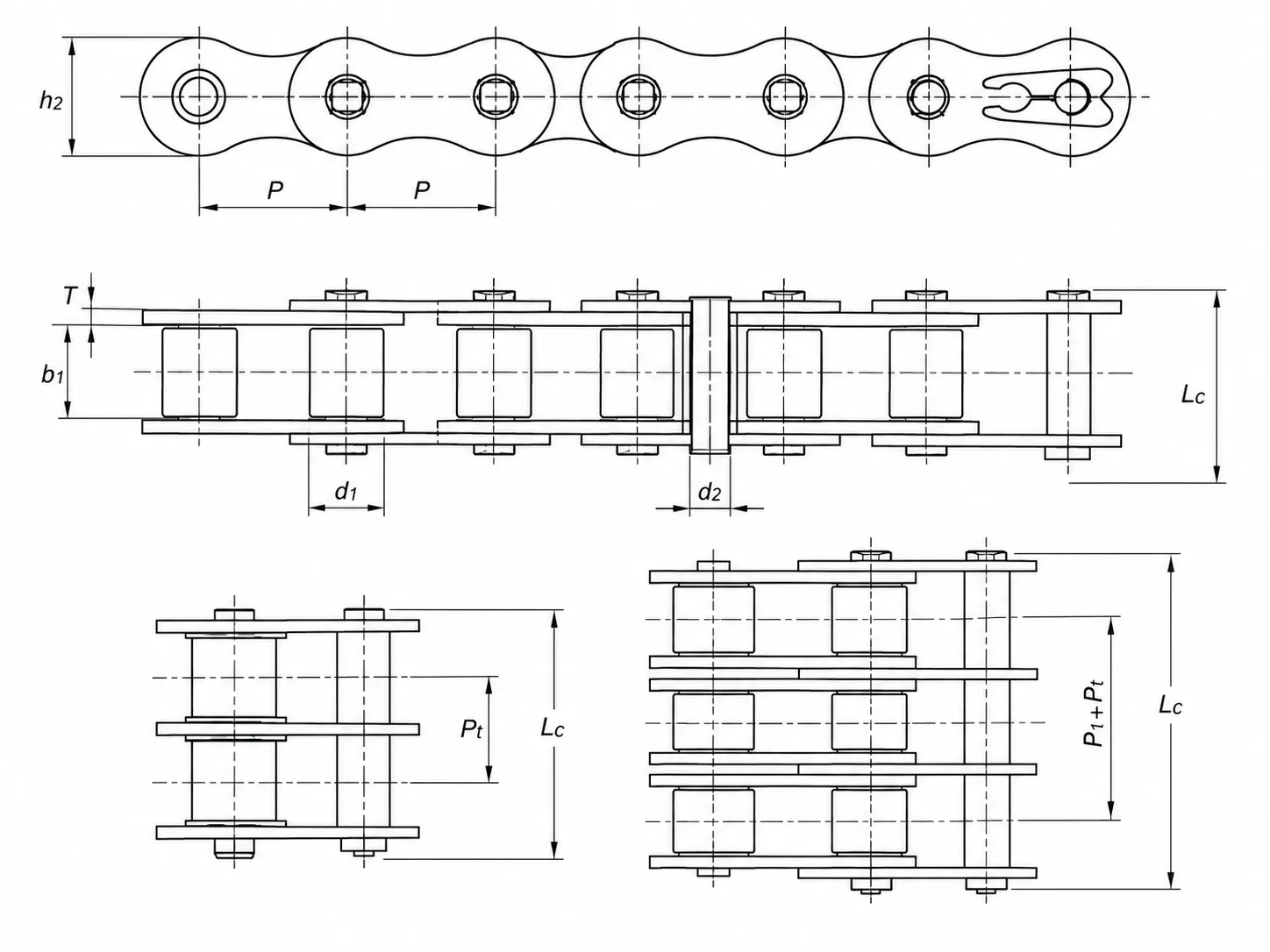
| Ketjun nro | Jako (P) mm | Rullan halkaisija | Sisäleveys | Pin Dia | Tappi L max | Pin Lc max | Levyn syvyys | Levyn paksuus (T) | Vetolujuus kN | Keskimääräinen vetolujuus kN | Paino kg/m² |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Yksinkertainen (1-säikeinen) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Sisäisten komponenttien metallurgia
SP-sarjan toiminnallinen käyttöikä määräytyy sen erillisen metallurgian perusteella. Se on erittäin synkronoitu järjestelmä, jossa erillisiä metalliprofiileja toimii virheettömästi yhdessä.
Läpikarkaistut metalliseostapit
Toisin kuin perinteiset pintakarkaistut tapit – joissa on kova kuori, mutta pehmeä ydin – meidän metalliseostapit on lämpökäsitelty kokonaan poikkileikkaukseltaan. Tämä tuottaa tasaisen, tiheän martensiittisen rakenteen, joka kestää voimakkaasti sekä hankauspintakulumista että äkillisiä poikittaisia leikkausvoimia.
Saumattomat kylmäpuristetut holkit
Toimien ensisijaisena sisäisenä laakeripintana tappia vasten, kiinteä holkki absorboi ulkorullilta siirtyvät massiiviset puristusvoimat. Näiden puristaminen kylmästä teräksestä poistaa fyysiset saumat kokonaan, mikä tarjoaa saumattoman kulutuskestävyyden ja suojaa sisäistä voitelukalvoa.
kuulapuhalletut paksunnetut levyt
Vahvistettuja teräslevyjä pommitetaan aggressiivisesti mikropalloilla suurilla nopeuksilla. Tämä mekaaninen kylmämuokkausprosessi aiheuttaa paksun kerroksen hyödyllistä jäännöspuristusjännitystä, joka tiivistää mikroskooppisia leimausvirheitä ja viivästyttää merkittävästi väsymishalkeilun alkamista.
Poikittainen kuorman hajauttaminen: Multipleksimatriisit
Kun kaupalliset vääntömomenttivaatimukset ylittävät kokonaan yksisäikeisen järjestelyn turvallisen myötörajuuden, konetekniikka sanelee siirtymisen monisäikeiseen rakenteeseen. Duplex- (kaksisäikeinen) ja triplex- (kolmisäikeinen) SP-kokoonpanot yhdistävät mekaanisesti useita rivejä paksunnettuja sivulevyjä yhteen käyttämällä pitkänomaisia, pintakarkaistuja ristitappeja. Jakamalla massiivinen säteittäinen jännitys geometrisesti kahteen tai kolmeen erilliseen kuormaa kantavaan tasoon, tapin leikkausvoima laskee dramaattisesti. Tämä kriittinen rakenteellinen jakauma estää räjähdysmäisen vaurion ennakoimattomissa ympäristöissä, kuten raskaissa puutavarakuorimissa, offshore-poraustyömailla ja monitonnisissa pyörivissä sekoittimissa.

Moniosaisessa suunnittelussa ehdottoman tärkeä parametri on poikittainen jako (Pt). Tämä parametri määrittää tarkasti yhdensuuntaisten rullarivien välisen tarkan keskiviivasta keskiviivaan -sivuttaisetäisyyden. Koska SP-sarjassa käytetään voimakkaasti paksunnettuja levyjä, poikittainen jako on huomattavasti leveämpi kuin tavallisissa ANSI-versioissa. Tämä geometrinen todellisuus asettaa erittäin kriittisen asennusmuuttujaan liittyvän tekijän. Monisäikeiset ketjupyörät on jyrsittävä mikrometrin tarkkuudella, jotta ne vastaavat täydellisesti tätä laajennettua Pt-väliä. Jos käytetään tavallisia kaupallisia ketjupyöriä, geometrinen epäsuhta pakottaa paksut sisälevyt fyysisesti törmäämään hampaan kylkiin. Tämä estää rullia asettumasta tukevasti juurionteloon, jolloin koko kokoonpano nousee vaarallisen korkealle evolventtikäyrällä. Tämä voimakas epäsymmetrinen kuormitus repii välittömästi sisälevyt, kiihdyttää tappien kulumista ja rikkoo raskaan kokoonpanon täysin muutamassa tunnissa käytön jälkeen. Duplex- ja triplex-taulukoiden tarkat tiedot takaavat täydellisen rinnakkaisen voimanjaon koko voimansiirrossa. Näiden massiivisten kokoonpanojen, erityisesti triplex-versioiden, asennus vaatii ehdottomasti erikoistuneita hydraulisia puristuslaitteita päälinkkien kokoamiseksi vääristämättä jäykkiä ulkolevyjä.
| Ketjun nro | Jako (P) mm | Rullan halkaisija | Sisäleveys | Pin Dia | Tappi L max | Levy paksu | Poikittainen (Pt) | Vetolujuus kN | Paino kg/m² |
|---|---|---|---|---|---|---|---|---|---|
| Duplex (2-säikeinen) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3-säikeinen) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Sovellettu tribologia korkeakitkaisissa ympäristöissä
Paksun ulkoisen rasvan levittäminen teollisuusvoimansiirtoon kuluttavissa maatalousolosuhteissa ei ole mekaanista voitelua, vaan se saastuttaa ympäristöä. Paksut ja tahmeat rasvat eivät läpäise vivuston mikroskooppisia sisäisiä välyksiä. Sen sijaan ne toimivat aggressiivisena magneettina ilmassa olevalle piidioksidipölylle, lialle ja kasvuston roskille muodostaen aktiivisesti erittäin tuhoavaa hiomapastaa suoraan laakeripinnoille. Tämä hiova yhdiste tuhoaa nopeasti hiilinitratut terästapit ja kiihdyttää keinotekoisesti mekaanista venymistä lisätyn levyn paksuudesta riippumatta.

Käyttöiän maksimoimiseksi elastohydrodynaamisen nesteen tarkka sijoittelu on ehdottoman tärkeää. Huoltotiimien on annosteltava korkeaviskositeettisia, tunkeutuvia synteettisiä öljyjä erityisesti sisä- ja ulkosivulevyjen väliseen mikroskooppiseen rakoon. Tämä tarkka kapillaarivaikutus pakottaa nesteen sisäänpäin muodostaen tarvittavan hydrodynaamisen kiilan suoraan karkaistun tapin ja kylmäpuristetun holkin väliin. Neste erottaa fyysisesti metallipinnat, vaimentaa ympäristön liike-ääniä ja haihduttaa korkeiden kierroslukujaksojen aikana syntyvät voimakkaat kitkalämpötilat. Lisäksi nesteen levittäminen sisälevyn ja ulkorullan väliin varmistaa sujuvan pyörimisliikkeen, kun rulla putoaa navan juurionteloon. Tämän suojan takaamiseksi nollasykliltä kaikissa SP-sarjan ketjuissa käytetään tehtaalla kuumakastilla tehtävää voiteluprosessia. Koko koottu yksikkö upotetaan lämmitettyyn, matalaviskositeettiseen kulumisenestoaineeseen. Lämpö alentaa nesteen viskositeettia varmistaen kaikkien sisäisten mikrovälysten 100%-kyllästymisen ennen kuin öljy jäähtyy ja sakeutuu, tiivistäen tehokkaasti ympäristön kosteuden ja hapettumisen. Kun arvioidaan... raskaaseen käyttöön tarkoitettu rullaketjuTämän sisäisen tehdasvoitelun olemassaolon varmistaminen on ensiarvoisen tärkeää mainostetun väsymiskestoajan saavuttamiseksi.
Napojen yhteensopivuus ja vaihteiden hampaan dynamiikka
SP-sarjan valtava vetovoima asettaa tiukat vaatimukset vastaanottaville pyöriville navoille. Kriittinen huoltovika tapahtuu, kun käyttäjät asentavat upouuden, erittäin jäykän SP-vivuston pahasti kuluneiden, koukkuun jääneiden hammaspyörien päälle. hammaspyörän anatomia on välttämätöntä nopean tuhoutumisen estämiseksi. Korkealaatuisessa navassa on tarkasti CNC-jyrsitty evolventtikäyrä. Kun kiinteät rullat putoavat juurionteloon massiivisen jännityksen alaisena, karkaistut hampaat ohjaavat rullia saumattomasti ilman aggressiivista metalli-metalli-liukumista. Koska simplex SP-sarja peilaa identtisesti standardin ANSI Heavy -vivuston mittavaippaa, se on edelleen täysin yhteensopiva standardin ANSI-yksijuosteisten ketjupyörien kanssa leveyden ja rullan välyksen suhteen.

SP-ketjun tuottamien massiivisten vääntömomenttien turvallisen käsittelyn varmistamiseksi mekaaninen insinöörit suosittelevat vahvasti ketjupyörien käyttöä, joissa on korkeataajuisesti induktiokarkaistut hampaat (saavuttaen HRC 45–50). Tämä tarkka, kohdennettu lämpökäsittely vastustaa merkittävästi nopeiden rullien hankauskitkaa ja samalla ylläpitää tarkoituksella sitkeää, pehmeämpää ydintä ketjupyörän rungossa odottamattomien koneen värähtelyjen vaimentamiseksi. Uuden, erittäin vetolujuisen SP-vivuston käyttö pahasti kuluneilla ketjupyörän hampailla pakottaa epämuodostuneen hammaspyörän geometrian hiomaan voimakkaasti pois uusien rullien karkaistun pinnan, mikä lyhentää tehokkaasti uuden vaihteistopäivityksen käyttöikää puoleen. Vaihda aina hammastetut navat samanaikaisesti, kun päivität SP-kokoonpanoon, jotta varmistetaan täydellinen kineettinen harmonia koko voimansiirrossa. Monisäikeisissä kokoonpanoissa sinun on nimenomaisesti määriteltävä laajennetulla poikittaisjaolla höylätyt ketjupyörät katastrofaalisten voimansiirron vikaantumisen estämiseksi.
Suurten iskujen käyttöympäristöt
SP-sarjan tinkimätön vetolujuus ja äärimmäinen iskunkestävyys mahdollistavat sen menestymisen raskaan teollisuuden ympäristöjen huipulla Aasiassa ja maailmanlaajuisesti. Nämä kokoonpanot on tiukasti määritelty viimeiseksi keinoksi laitteissa, jotka altistuvat toistuville suurille iskukuormille ja erittäin arvaamattomalle ympäristökitkalle.
🚜 Maanrakennus ja rakentaminen
Massiivisten telaketjuajoneuvojen ja kaivinkoneiden käyttö altistaa pääkäyttölaitteet voimakkaille suunnanvaihdoksille. SP-sarjan karkaistut tapit vastustavat aktiivisesti valtavia leikkausvoimia, jotka syntyvät, kun telaketju tarttuu kallioon tai tiheään saveen.
🌾 Maatalouden sadonkorjuu
Nykyaikaiset rehupaalaimet pakkaavat kosteaa rehua valtavan sisäisen kammiopaineen alaisena. Äkillinen, voimakas vääntömomentin piikki, joka syntyy juuri paalin puristuksen loputtua, venyttää tavanomaisia ammattikäyttöön tarkoitettuja käyttölaitteita nopeasti. SP-sarja estää tämän.
🏗️ Raskas logistiikka ja teräs
Monitonnisten raakapuiden, jalostetun teräsrakenteiden tai tiheiden kiviainesten liikuttaminen altistaa voimansiirron jatkuvalle suurelle kitkalle. Vakiovarusteet napsahtavat nopeasti kiinni yhdystappiensa. Karkaistut tapit ja kuulapuhalletut levyt kestävät tehokkaasti hankausta.
ISO-sertifioitu valmistusinfrastruktuuri
Johdonmukaisen ja dokumentoitavan vetolujuuden kasvun saavuttaminen vaatii infrastruktuurin, joka on kokonaan omistettu äärimmäiselle metallurgiselle tieteelle. Korea Ever-Power Chain and Sprocket Co.,Ltd:llä pitkälle automatisoidut tuotantolinjamme toimivat tiukasti ISO9001- ja API-sertifikaattien mukaisesti. Edistyneiden CNC- ja lämpökäsittelyasemien avulla eliminoimme järjestelmällisesti manuaaliseen mekaaniseen kokoonpanoon liittyvät rakenteelliset epäjohdonmukaisuudet. Jatkuvatoimiset verkkohihnauunimme suorittavat tarkan ja tasaisen lämpökäsittelyn jokaiselle tapille ja holkille maksimoiden pinnan kovuuden hankauskulumista vastaan.

Lisäksi jokainen SP-ketju käy läpi aggressiivisen hydraulisen esikuormituksen ennen kuin se saapuu tyhjiöpakkausasemillemme. Mittapysyvyyden säilyttäminen heti pakkauksesta otettuna on ammattimaisen teollisen valmistuksen tunnusmerkki. Kun tavallinen kaupallinen käyttölaite asennetaan juuri, leimaus- ja kokoonpanoprosesseista jääneet mikroepätäydellisyydet alkavat painautua moottorin alkuperäisen kuormituksen alla. Tämä aiheuttaa koko kokoonpanon äkillisen venymisen ensimmäisten 48 käyttötunnin aikana, mikä pakottaa huoltotiimit pysäyttämään tuotannon mekaanisten kiristysruuvien säätämiseksi. Vetämällä kokoonpanon fyysisesti noin 30%:n murtorajaan tehdastilassa, painamme sisäiset komponentit pysyvästi, mikä takaa venymättömän käynnistyksen, kun osa saapuu tehtaallesi. Ilman liiallista ketjun alkuvenytystä käyttörattaiden kuluminen vähenee huomattavasti, mikä lisää merkittävästi käyttöaikaa ja alentaa pitkän aikavälin kunnossapidon työvoimakustannuksia. Saatavilla vakiomallisina 10 jalan laatikoina, joissa on yksi yhdistävä päälenkki, tai toimitetaan massiivisina 50 ja 100 jalan teollisuuskeloina jatkuville OEM-valmistuslinjoille.
Teknisen diagnostiikan usein kysytyt kysymykset
Mikä sanelee raskaaseen käyttöön tarkoitetun vivuston fyysisen väsymisrajan? +
Miksi tavalliset multipleksirattaat eivät ole yhteensopivia SP-sarjan kanssa? +
Voinko korjata rikkoutuneen SP-multipleksikokoonpanon käyttämällä vakioliitoslenkkejä? +
Millä tietyllä venymän prosentuaalisella kohdalla vaihto on pakollista? +
Kuinka vahva 40HSP on verrattuna tavalliseen ANSI 40 -teräkseen? +
Vahvistettu teollisuusasiakkaiden palaute
Teoreettiset metallurgiset tiedot validoidaan yksinomaan äärimmäisen kenttäkestävyyden perusteella. Alla oleva muokkaamaton tekninen palaute on peräisin laitosjohtajilta ja raskaiden koneiden valmistajilta eri puolilta Aasian teollisuuskantaa, jotka suorittavat jatkuvia suuren vääntömomentin toimintoja.
"Määrittelemme 100HSP:n nimenomaisesti raskaiden ketjukaivureiden pääkäyttöihin. Äkilliset suunnanmuutokset kallioon osuessa leikkaavat yleensä vakiotapit välittömästi. Tämän SP-sarjan paksunnetut levyt vaimentavat tätä voimakasta kineettistä iskua upeasti. Voimansiirron takuumme vikaantumisaste romahti näiden yksiköiden integroinnin jälkeen."
"Massiivisten teräspalkkien jäähdytysalustojen päivittäminen 160HSP-järjestelmään ratkaisi sivuttaisvinoutumiseen liittyvät ongelmamme kokonaan. Se sopii täydellisesti raskaisiin napoihin ilman aggressiivista hiontaa, ja tehtaan esijännitys säästi teknikkojemme alkukiristystyöltä useita päiviä."
"Jastävien pyöröpaalainten kohdalla luotamme yksinomaan 80HSP-malliin. Märän rehun puristamiseen tarvittava vetolujuus napsahtaa geneeristen jälkimarkkinoiden osien puristukseen välittömästi. Tämä sarja pitää sisäisen alipainevoitelunsa tiiviisti pölyä vastaan, eivätkä kylmäpuristetut kiinteät telat hajoa suuren vääntömomentin kuormituksen alla."
"Suoritan satunnaisia rikkovia kuormituskokeita saapuville osaerille kokoonpanolinjallemme. 120HSP-1-komponentit vastaavat tai ylittävät jatkuvasti ilmoitetun vetolujuuden 176,0 kN. Kuulapuhalletut levyt vahvistavat näkyvästi korkealaatuisen valmistusprosessin. Se on erittäin ammattimainen mekaaninen ratkaisu raskaisiin sovelluksiin."
Lisätiedot
| Toimittaja | Cxm |
|---|
Tutustu myös
-

SH-sarjan rullaketjut | Lujat ja raskaaseen käyttöön tarkoitetut lyhytjakoiset
-

Moottoripyörän voimansiirtoketju | 25–530H-sarja – vakio-, raskas- ja O-rengasketju
-

Kaksoisjakoinen voimansiirtoketju (sarjat 208–232)
-
A-sarjan lyhyen nousun tarkkuusrullaketjut
-

12A-G2 kuminen ylärullaketju
-
B-sarjan lyhyen nousun tarkkuusrullaketjut
-
Raskaan käytön rullaketju: Kaupallisten koneiden kineettinen ydin


























