Роликовая цепь серии SP | Тяжелая цепь с коротким шагом

Изготовлено в строгом соответствии с размерными стандартами ANSI B29.1. Роликовая цепь серии SP Сохраняет компактную длину шага, характерную для стандартных конфигураций, при этом значительно увеличивая толщину внутренних и внешних боковых пластин. Благодаря использованию толщины пластин большего шага, этот механизм резко повышает предел прочности на растяжение и сопротивление циклической усталости. Эта надежная конструкция активно предотвращает пластическое растяжение и срез штифта без необходимости полной переработки вращающихся ступиц машины, что делает ее лучшим выбором для мини-погрузчиков, тяжелой сельскохозяйственной техники и высокоинтенсивных промышленных применений.
Кинематическая физика: архитектура серии SP
При модернизации коммерческой техники инженеры-механики часто сталкиваются со сложной пространственной дилеммой: для силового агрегата требуется трансмиссия, способная выдерживать огромные скачки крутящего момента, но внутренние зазоры шасси физически не позволяют разместить больший шаг лопастей. Роликовая цепь серии SP (тяжелая с коротким шагом) Это явно решает данную инженерную проблему.
Для полного понимания механического превосходства конструкции Heavy Short Pitch руководителям предприятий необходимо проанализировать её фундаментальные особенности. анатомия цепи Механизмы. Стандартный механизм ANSI основан на рассчитанном математическом балансе между толщиной пластины, диаметром штифта и длиной шага. При использовании в землеройных машинах с бортовым поворотом или тяжелых сельскохозяйственных пресс-подборщиках трансмиссия постоянно подвергается повторяющимся и сильным ударным нагрузкам. Стандартная боковая пластина физически деформируется под воздействием этих внезапных скачков напряжения. Эта пластическая деформация приводит к необратимому удлинению узла, нарушая математическое выравнивание с ведомой шестерней.
Часто задаваемый вопрос молодыми операторами электростанций звучит так: Что такое цепь и звездочка? В контексте высоконагруженных промышленных систем это непреклонный кинетический мост, который должен безупречно поглощать и передавать мощность двигателя. Серия SP (часто обозначаемая как HSP, что означает «высокопрочный короткий шаг») активно предотвращает пластическую деформацию за счет увеличения площади поперечного сечения стальных пластин. В инженерной физике структурное напряжение рассчитывается как сила, деленная на площадь. Использование более толстых пластин значительно увеличивает площадь поперечного сечения, что напрямую снижает локальное напряжение, испытываемое металлом при сильной ударной нагрузке. Кроме того, сохранение короткого шага позволяет узлу одновременно задействовать большее количество зубьев звездочки во время вращения, распределяя огромные сдвиговые усилия по более широкой дуге ступицы. При сравнении этих жестких промышленных силовых агрегатов с высокоскоростными мотоциклетная цепь и звездочка В новой конфигурации инженерные приоритеты полностью расходятся; серия SP полностью отказывается от боковой гибкости, направляя 100% своей металлургической структуры на обеспечение высокой продольной тяговой силы.
Матрица технических характеристик HSP
Приведенные ниже эмпирические данные строго описывают геометрические зазоры, установленные стандартами ANSI. Инженеры должны тщательно оценить параметр предельной прочности на растяжение (Q min) в сравнении с максимальными ударными нагрузками, создаваемыми их конкретным оборудованием. Безопасная рабочая нагрузка обычно составляет примерно одну шестую от этой предельной нагрузки. Кроме того, механики должны проверить толщину пластины (T) и максимальную длину штифта (L max) в соответствии с существующими направляющими шасси.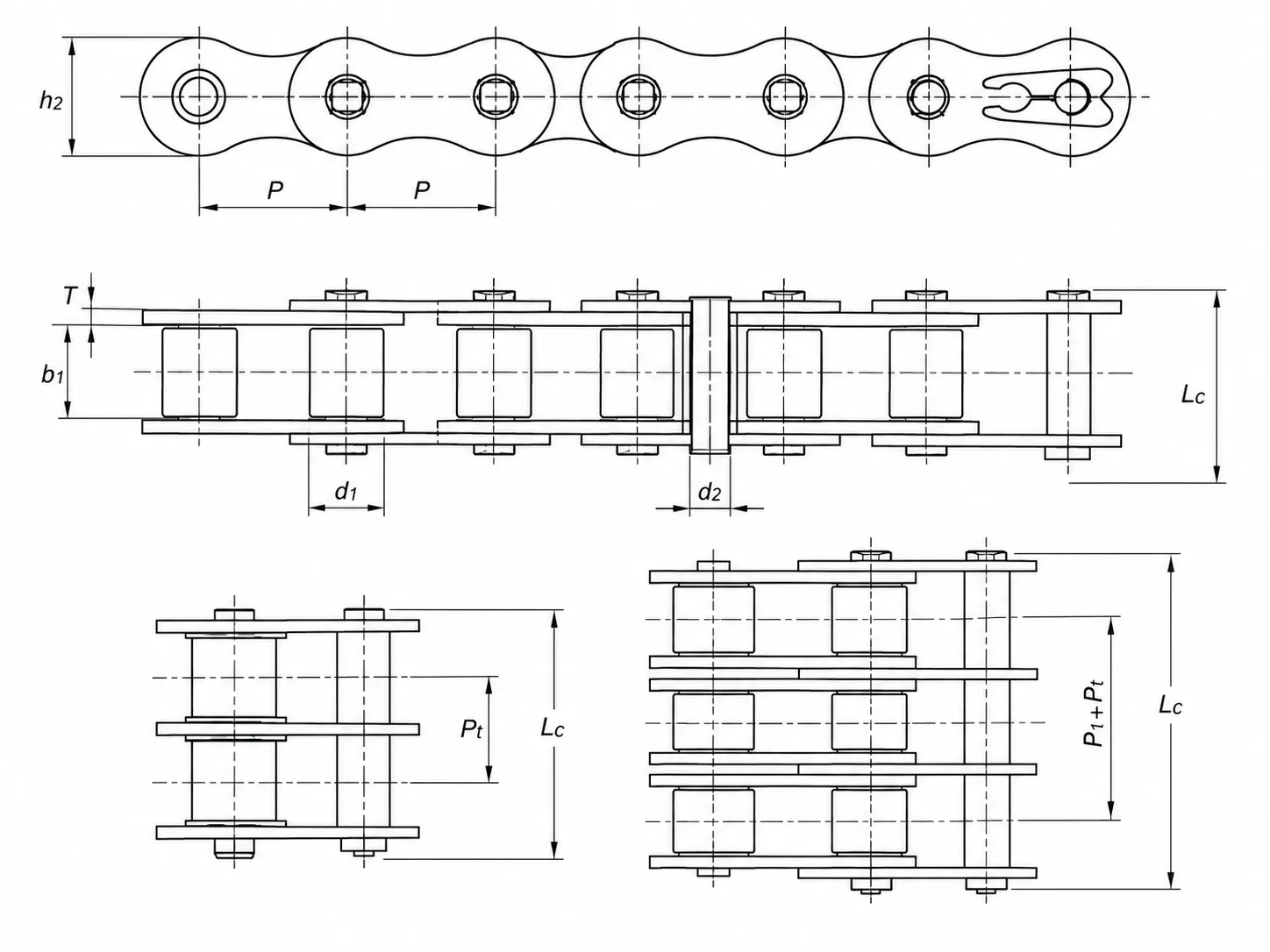
| Номер цепи. | Шаг (P) мм | Диаметр ролика | Внутренняя ширина | Диаметр штифта | Pin L max | Pin Lc max | Глубина плиты | Толщина пластины (Т) | Сверхвысокая прочность на растяжение, кН | Средняя прочность на растяжение, кН | Вес кг/м |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Одноцепочечный (симплексный) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Металлургия внутренних компонентов
Функциональный срок службы серии SP определяется её дискретной металлургией. Это высокосинхронизированная система различных металлических профилей, безупречно работающих в унисон.
Штифты из закаленной сплавной стали
В отличие от обычных закаленных штифтов, которые имеют твердую корку, но мягкую сердцевину, наши штифты из сплава подвергаются термической обработке по всей длине поперечного сечения. Это позволяет получить однородную, плотную мартенситную структуру, которая оказывает сильное сопротивление как абразивному износу поверхности, так и внезапным поперечным сдвиговым нагрузкам.
Бесшовные втулки, изготовленные методом холодной экструзии.
Выполняя функцию основной внутренней опорной поверхности относительно штифта, сплошная втулка поглощает значительные сжимающие усилия, передаваемые от наружных роликов. Изготовление этих втулок методом экструзии из холодной стали полностью исключает физические швы, обеспечивая бесшовную износостойкость, которая защищает внутреннюю смазочную пленку.
Утолщенные пластины, подвергнутые дробеструйной обработке.
Усиленные стальные пластины подвергаются интенсивной бомбардировке микросферами на высоких скоростях. Этот процесс механической холодной обработки создает глубокий слой полезного остаточного сжимающего напряжения, герметизируя микроскопические дефекты штамповки и значительно замедляя начало усталостного растрескивания.
Поперечное распределение нагрузки: мультиплексные массивы
Когда коммерческие требования к крутящему моменту полностью превышают безопасный предел текучести одножильной конструкции, машиностроение диктует переход к многожильной системе. Двухжильные (дуплексные) и трехжильные (триплексные) конфигурации SP механически соединяют несколько рядов утолщенных боковых пластин с помощью удлиненных, закаленных поперечных штифтов. Благодаря геометрическому распределению массивного радиального напряжения по двум или трем различным несущим плоскостям, усилие сдвига на каждый штифт резко снижается. Такое критически важное структурное распределение предотвращает взрывное разрушение в непредсказуемых условиях, таких как тяжелые окорочные машины, лебедки для морских буровых установок и многотонные роторные смесители.

Абсолютно важным параметром, используемым в конструкции многорядных зубчатых колес, является поперечный шаг (Pt). Этот параметр точно определяет расстояние между осевыми линиями параллельных рядов роликов. Поскольку в серии SP используются сильно утолщенные пластины, поперечный шаг значительно больше, чем у стандартных вариантов ANSI. Эта геометрическая особенность представляет собой крайне важный параметр при монтаже. Многорядные звездочки должны быть изготовлены с микрометровой точностью, чтобы идеально соответствовать этому увеличенному расстоянию Pt. Если используются стандартные коммерческие звездочки, геометрическое несоответствие приведет к физическому столкновению толстых внутренних пластин с боковыми поверхностями зубьев. Это препятствует надежной посадке роликов в корневом углублении, в результате чего вся сборка будет опасно высоко располагаться на эвольвентной кривой. Эта сильная асимметричная нагрузка немедленно разрывает внутренние пластины, ускоряет заедание штифта и полностью разрушает тяжелую сборку в течение нескольких часов работы. Точные спецификации из таблиц для двухрядных и трехрядных зубчатых колес гарантируют идеальное параллельное распределение мощности по всей трансмиссии. Для монтажа этих массивных антенных систем, особенно трехжильных вариантов, строго требуется специализированное гидравлическое прессовое оборудование для сборки основных звеньев без деформации жестких внешних пластин.
| Номер цепи. | Шаг (P) мм | Диаметр ролика | Внутренняя ширина | Диаметр штифта | Pin L max | Толщина пластины | Поперечный (Pt) | Сверхвысокая прочность на растяжение, кН | Вес кг/м |
|---|---|---|---|---|---|---|---|---|---|
| Дуплекс (2-жильный) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Триплекс (3-жильный) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Прикладная трибология в условиях высокого трения
Нанесение густой внешней смазки на промышленную силовую передачу, работающую в абразивных сельскохозяйственных условиях, не является механической смазкой; это загрязнение окружающей среды. Густые, липкие смазки категорически не проникают в микроскопические внутренние зазоры механизма. Вместо этого они действуют как агрессивный магнит для пыли, грязи и остатков урожая, активно образуя крайне разрушительную абразивную пасту непосредственно на поверхностях подшипников. Это абразивное соединение быстро разрушает карбонитрированные стальные штифты, искусственно ускоряя механическое удлинение независимо от увеличенной толщины пластины.

Для обеспечения максимальной долговечности работы крайне важно точное нанесение эластогидродинамической жидкости. Ремонтные бригады должны наносить высоковязкие, проникающие синтетические масла непосредственно в микроскопический зазор между внутренней и внешней боковыми пластинами. Это точное капиллярное действие проталкивает жидкость внутрь, создавая необходимый гидродинамический клин непосредственно между закаленным штифтом и цельной холоднопрессованной втулкой. Жидкость физически разделяет металлические поверхности, подавляет окружающий кинетический шум и рассеивает интенсивные температуры трения, возникающие во время циклов с высокими оборотами. Кроме того, нанесение жидкости между внутренней пластиной и внешним роликом обеспечивает плавное вращение, когда ролик опускается в корневую полость ступицы. Для обеспечения этой защиты с нулевого цикла все цепи серии SP используют заводской процесс горячей смазки. Весь собранный узел погружается в нагретую низковязкую противоизносную жидкость. Нагрев снижает вязкость жидкости, обеспечивая насыщение всех внутренних микрозазоров до того, как масло остынет и загустеет, эффективно предотвращая попадание влаги из окружающей среды и окисление. При оценке сверхпрочная роликовая цепьПроверка наличия этой внутренней заводской смазки имеет первостепенное значение для достижения заявленного срока службы при усталостных нагрузках.
Совместимость ступиц и динамика зубьев шестерен
Огромная тяговая мощность серии SP диктует жесткие требования к принимающим поворотным ступицам. Критическая поломка при техническом обслуживании происходит, когда операторы устанавливают совершенно новый, высокопрочный механизм SP на сильно изношенные, загнутые зубья шестерни. Понимание этого процесса анатомия звездочки Это крайне важно для предотвращения быстрого разрушения. Высококачественная ступица имеет точно выточенную на станке с ЧПУ эвольвентную кривую. Когда цельные ролики опускаются в корневую полость под огромным натяжением, закаленные зубья плавно направляют ролики без агрессивного трения металла о металл. Поскольку серия Simplex SP идентично соответствует габаритам стандартных тяжелых звеньев ANSI, она остается полностью совместимой со стандартными однорядными звездочками ANSI по ширине и зазору между роликами.

Однако, чтобы безопасно работать с огромными крутящими моментами, создаваемыми цепью SP, инженеры-механики настоятельно рекомендуют использовать звездочки с зубьями, закаленными высокочастотной индукционной обработкой (достигающей твердости по Роквеллу 45-50 HRC). Эта точная, целенаправленная термическая обработка значительно снижает абразивное трение высокоскоростных роликов, при этом намеренно сохраняя пластичный, более мягкий сердечник внутри корпуса звездочки для поглощения непредсказуемых вибраций машины. Эксплуатация совершенно новой высокопрочной цепи SP на сильно изношенных зубьях звездочки приведет к тому, что деформированная геометрия шестерни будет с силой стачивать закаленную поверхность новых роликов, эффективно сокращая срок службы новой модернизированной трансмиссии вдвое. Всегда заменяйте зубчатые ступицы одновременно при переходе на конфигурацию SP, чтобы обеспечить идеальную кинетическую гармонию по всей трансмиссии. Для многорядных конфигураций необходимо явно указывать звездочки с увеличенным поперечным шагом зубьев, чтобы предотвратить катастрофический отказ трансмиссии.
Условия эксплуатации в условиях сильных ударных нагрузок
Бескомпромиссная прочность на растяжение и исключительная ударопрочность серии SP позволяют ей успешно использоваться в самых тяжелых промышленных условиях Азии и всего мира. Эти узлы разработаны как компоненты последней инстанции для оборудования, подвергающегося повторяющимся сильным ударным нагрузкам и крайне непредсказуемому трению окружающей среды.
🚜 Земляные работы и строительство
Эксплуатация массивных гусеничных мини-погрузчиков и траншейных экскаваторов подвергает основные приводы резким изменениям направления движения. Закаленные штифты серии SP активно противостоят огромным сдвиговым нагрузкам, возникающим при заклинивании гусеницы в скальном основании или плотной глине.
🌾 Сбор сельскохозяйственных культур
Современные пресс-подборщики для кормов прессуют силос с высоким содержанием влаги под огромным внутренним давлением в камере. Внезапный, резкий скачок крутящего момента, возникающий именно в момент завершения сжатия тюка, быстро изнашивает стандартные приводы коммерческого назначения. Серия SP предотвращает это.
🏗️ Тяжелая логистика и сталь
Перемещение многотонных необработанных бревен, обработанной конструкционной стали или плотных заполнителей подвергает трансмиссию постоянному воздействию высокого трения. Стандартные тяги быстро ломают свои соединительные штифты. Закаленные штифты и пластины, подвергнутые дробеструйной обработке, эффективно противостоят абразивному заеданию.
Производственная инфраструктура, сертифицированная по стандарту ISO.
Для достижения стабильного, документально подтвержденного увеличения предельной прочности на растяжение необходима инфраструктура, полностью посвященная экстремальным металлургическим технологиям. В компании Korea Ever-Power Chain and Sprocket Co., Ltd. наши высокоавтоматизированные производственные линии работают в строгом соответствии с сертификатами ISO9001 и API. Благодаря современным станкам с ЧПУ и станциям термообработки мы систематически устраняем структурные несоответствия, присущие ручной механической сборке. Наши печи непрерывного действия с сетчатой лентой обеспечивают точную и равномерную термообработку каждого штифта и втулки, максимально повышая твердость поверхности и защищая от абразивного износа.

Кроме того, каждая цепь SP проходит агрессивную гидравлическую предварительную нагрузку перед поступлением на наши вакуумные упаковочные станции. Сохранение размерной стабильности с самого начала эксплуатации является отличительной чертой профессионального промышленного производства. При установке стандартного коммерческого привода микродефекты, оставшиеся после штамповки и сборки, начинают сглаживаться под первоначальной нагрузкой двигателя. Это приводит к внезапному удлинению всей конструкции в течение первых 48 часов работы, вынуждая ремонтные бригады останавливать производство для регулировки механических талрепов. Физически растягивая конструкцию примерно на 301 тонну от предельной прочности на разрыв на заводе, мы обеспечиваем надежную фиксацию внутренних компонентов, гарантируя запуск без растяжения при поступлении детали на ваше предприятие. Отсутствие чрезмерного первоначального растяжения цепи значительно снижает износ звездочек привода, резко увеличивая время безотказной работы и снижая долгосрочные затраты на техническое обслуживание. Доступны в стандартных 10-футовых коробках, включая одно соединительное звено, или в массивных 50-футовых и 100-футовых промышленных катушках для непрерывных производственных линий OEM.
Часто задаваемые вопросы по инженерной диагностике
Что определяет предел физической усталости для высокопрочного рычажного механизма? +
Почему стандартные мультиплексные звездочки несовместимы с серией SP? +
Можно ли отремонтировать неисправный мультиплексный модуль SP с помощью стандартных соединительных элементов? +
При каком конкретном проценте удлинения требуется замена? +
Насколько прочен материал 40HSP по сравнению со стандартным ANSI 40? +
Подтвержденные отзывы промышленных клиентов
Теоретические металлургические характеристики подтверждаются исключительно экстремальными условиями эксплуатации в полевых условиях. Приведенные ниже технические отзывы без редактирования получены от руководителей предприятий и производителей тяжелой техники из азиатской промышленной базы, работающих в условиях непрерывной эксплуатации с высоким крутящим моментом.
«Мы специально выбираем серию 100HSP для основных приводов наших тяжелых траншеекопателей. Резкие изменения направления при ударе о скальную породу обычно мгновенно ломают стандартные штифты. Утолщенные пластины в этой серии SP прекрасно поглощают этот сильный кинетический удар. После внедрения этих узлов количество гарантийных отказов приводных систем резко сократилось».
«Модернизация массивных стальных охлаждающих подушек до системы 160HSP полностью решила наши проблемы с боковым перекосом. Она идеально подходит к нашим тяжелым ступицам без какой-либо агрессивной шлифовки, а заводская предварительная натяжка сэкономила нашим техникам несколько дней работы по первоначальной регулировке натяжения».
«Для массивных роторных пресс-подборщиков мы используем исключительно модель 80HSP. Невероятная прочность на разрыв, необходимая для прессования влажного силоса, мгновенно ломает стандартные детали, выпускаемые сторонними производителями. Эта конкретная серия надежно удерживает внутреннюю вакуумную смазку от полевой пыли, а цельные ролики, изготовленные методом холодной экструзии, не разрушаются под высокой крутящей нагрузкой».
«Я провожу выборочные разрушающие испытания на нагрузку партий поступающих деталей для нашей сборочной линии. Компоненты из стали 120HSP-1 неизменно соответствуют или превосходят заявленный предел прочности на растяжение в 176,0 кН. Дробеструйная обработка пластин наглядно подтверждает высокое качество производственного процесса. Это высокопрофессиональное механическое решение для тяжелых условий эксплуатации».
Детали
| Редактор | Cxm |
|---|
Похожие
-

Роликовые цепи серии SH | Высокопрочные, для тяжелых условий эксплуатации, с коротким шагом
-

Мотоциклетная приводная цепь | Серия от 25 до 530H – стандартная, усиленная и с уплотнительными кольцами
-

Двухшаговая трансмиссионная цепь (серии 208–232)
-
Прецизионные роликовые цепи с коротким шагом серии А
-

12A-G2 Резиновая роликовая цепь
-
Прецизионные роликовые цепи с коротким шагом серии B
-
Прочная роликовая приводная цепь: кинетическая основа промышленного оборудования.


























