Válečkový řetěz řady SP | Těžký, krátký

Vyrobeno striktně podle rozměrových norem ANSI B29.1, Válečkový řetěz řady SP Zachovává kompaktní rozteč standardních konfigurací a zároveň výrazně zvětšuje vnitřní a vnější boční desky. Využitím tloušťky desky o nejbližší větší rozteči tento mechanismus drasticky znásobuje mez pevnosti v tahu a odolnost proti cyklické únavě. Tato robustní architektura aktivně zabraňuje plastickému prodloužení a smykovému namáhání čepů, aniž by vyžadovala kompletní přepracování rotačních nábojů stroje, což z něj činí prvotřídní volbu pro smykem řízené nakladače, těžkou zemědělskou techniku a průmyslové aplikace s vysokým dopadem.
Kinematická fyzika: Architektura řady SP
Strojní inženýři se při modernizaci komerčních strojů často potýkají s přísným prostorovým dilematem: hnací síla vyžaduje převodovku schopnou zvládnout masivní točivé momenty, ale vnitřní vůle podvozku fyzicky nedokážou pojmout větší rozměrovou rozteč. Válečkový řetěz řady SP (těžký, krátký) explicitně řeší toto technické úzké hrdlo.
Aby správci budov plně pochopili mechanickou nadřazenost konstrukce Heavy Short Pitch, musí rozebrat základní anatomie řetězu mechanismy. Standardní ANSI páka se spoléhá na vypočítanou matematickou rovnováhu mezi tloušťkou desky, průměrem čepu a délkou rozteče. Při použití v smykem řízených nakladačích nebo těžkých zemědělských lisech je převodovka neustále vystavena opakujícím se a silným rázovým zatížením. Standardní boční deska se pod těmito náhlými nárůsty napětí fyzicky pohne. Tato plastická deformace trvale prodlužuje sestavu a ničí matematické uspořádání s poháněným ozubeným kolem.
Častá otázka od mladších operátorů zařízení zní: Co je to řetěz a pastorek? Z hlediska průmyslových zařízení s vysokým zatížením se jedná o nepoddajný kinetický most, který musí bezchybně absorbovat a přenášet výkon motoru. Řada SP (často označovaná jako HSP pro High-Strength Short Pitch) aktivně zabraňuje plastické deformaci zvětšením plochy průřezu ocelových desek. V inženýrské fyzice se strukturální napětí vypočítává jako síla dělená plochou. Použitím silnějších desek se plocha průřezu výrazně zvětší, což přímo snižuje lokalizované napětí, kterému je kov vystaven při silném rázovém zatížení. Udržování malé rozteče navíc umožňuje sestavě zapojit větší počet zubů ozubeného kola současně během otáčení, čímž se rozloží masivní smykové síly na širší oblouk náboje. Při srovnání těchto tuhých průmyslových primárních pohonů s vysokorychlostním... řetěz a pastorek motocyklu konfigurace se inženýrské priority zcela liší; řada SP zcela opuští boční ohyb a 100% své metalurgické struktury věnuje surové, podélné tažné síle.
Matice technických specifikací HSP
Níže uvedená empirická data striktně popisují geometrické vůle stanovené specifikacemi ANSI. Inženýři musí důkladně vyhodnotit parametr mezní pevnosti v tahu (Q min) vzhledem k maximálním rázovým zatížením generovaným jejich specifickým zařízením. Bezpečné pracovní zatížení je konvenčně navrženo na zhruba šestinu této mezní únosnosti. Kromě toho musí frézáři ověřit tloušťku desky (T) a maximální délku čepu (L max) vzhledem k jejich stávajícím vodítkům podvozku.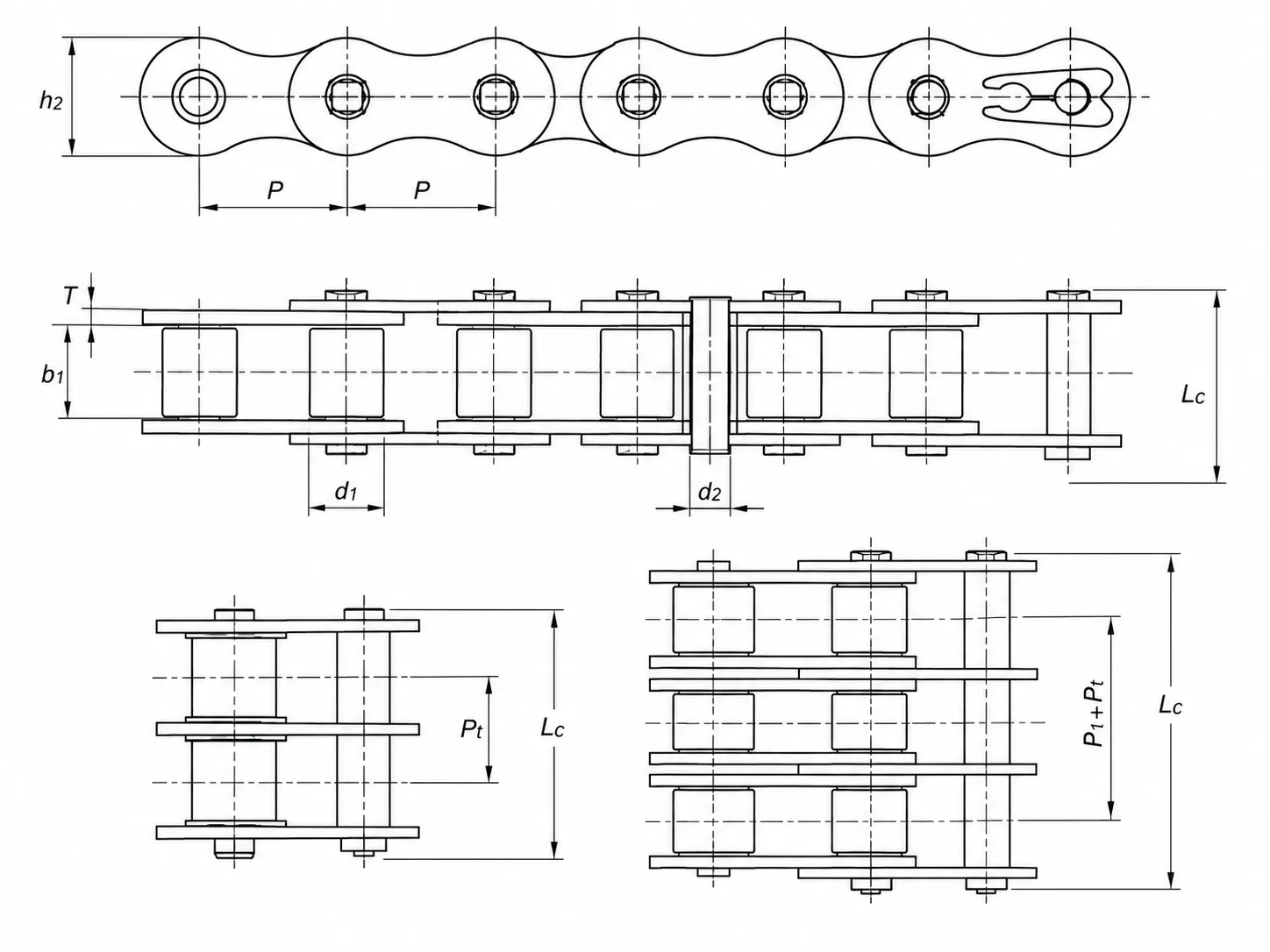
| Číslo řetězu | Rozteč (P) mm | Průměr válce | Vnitřní šířka | Průměr čepu | Čep L max. | Pin Lc max | Hloubka desky | Tloušťka plechu (T) | Pevnost v tahu kN | Průměrná pevnost v tahu kN | Hmotnost kg/m² |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simplex (1-vláknový) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Metalurgie vnitřních komponent
Funkční životnost řady SP je určena její diskrétní metalurgií. Jedná se o vysoce synchronizovaný systém odlišných kovových profilů, které bezchybně fungují v souladu.
Průběžně kalené čepy z legované slitiny
Na rozdíl od konvenčních cementovaných čepů – které mají tvrdou kůrku, ale měkké jádro – jsou naše slitinové čepy tepelně zpracovány v celém svém průřezu. To vede k jednotné, husté martenzitické struktuře, která silně odolává jak abrazivnímu opotřebení povrchu, tak i náhlým příčným smykovým silám.
Bezešvá pouzdra lisovaná za studena
Plné pouzdro, které působí jako primární vnitřní dosedací plocha proti čepu, absorbuje masivní tlakové síly přenášené z vnějších válečků. Jejich protlačování ze studené oceli zcela eliminuje fyzické spoje, čímž zajišťuje bezešvou odolnost proti opotřebení, která chrání vnitřní mazací film.
Ztluštěné plechy zbrokováné
Ocelové desky s augmentovaným povrchem jsou agresivně bombardovány mikrokuličkami při vysokých rychlostech. Tento mechanický proces tváření za studena vyvolává hlubokou vrstvu prospěšného zbytkového tlakového napětí, utěsňuje mikroskopické nedokonalosti lisování a dramaticky oddaluje nástup únavového praskání.
Rozložení příčného zatížení: Multiplexní pole
Když komerční požadavky na točivý moment zcela překročí bezpečnou mez kluzu jednovláknového uspořádání, strojírenství vyžaduje přechod na multiplexní uspořádání. Duplexní (dvouvláknové) a triplexní (trojvláknové) konfigurace SP mechanicky spojují více řad zesílených bočních desek dohromady pomocí prodloužených, cementačně kalených příčných čepů. Geometrickým rozložením masivního radiálního napětí na dvě nebo tři odlišné nosné roviny dramaticky klesá smyková síla na čep. Toto kritické strukturální rozložení zabraňuje explozivnímu selhání v nepředvídatelných prostředích, jako jsou těžké odkorňovače dřeva, vrtné plošiny na moři a vícetunové rotační míchačky.

Naprosto zásadním parametrem zavedeným u multiplexní konstrukce je příčná rozteč (Pt). Tento parametr přesně definuje přesnou boční vzdálenost mezi středovými liniemi mezi rovnoběžnými řadami válečků. Protože řada SP využívá silně zesílené desky, je příčná rozteč výrazně větší než u standardních variant ANSI. Tato geometrická skutečnost představuje vysoce kritickou instalační proměnnou. Vícevláknová ozubená kola musí být odvalována s mikrometrickou přesností, aby dokonale odpovídala této rozšířené rozteči Pt. Pokud se použijí standardní komerční ozubená kola, geometrický nesoulad donutí tlusté vnitřní desky fyzicky kolidovat s boky zubů. To brání bezpečnému usazení válečků v dutině kořene, což způsobuje, že se celá sestava nebezpečně pohybuje vysoko na evolventní křivce. Toto silné asymetrické zatížení okamžitě trhá vnitřní desky, urychluje zadření čepů a během několika hodin provozu zcela rozruší těžkou sestavu. Přesná specifikace z duplexních a triplexních stolů zaručuje dokonalé paralelní rozložení výkonu v celém hnacím ústrojí. Instalace těchto masivních polí, zejména triplexních variant, vyžaduje striktně specializované hydraulické lisovací zařízení pro montáž hlavních článků bez deformace tuhých vnějších desek.
| Číslo řetězu | Rozteč (P) mm | Průměr válce | Vnitřní šířka | Průměr čepu | Čep L max. | Tlustý plech | Příčný (Pt) | Pevnost v tahu kN | Hmotnost kg/m² |
|---|---|---|---|---|---|---|---|---|---|
| Duplexní (2vláknový) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3vláknový) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Aplikovaná tribologie v prostředí s vysokým třením
Aplikace silného vnějšího maziva na průmyslový převod výkonu pracující v abrazivních zemědělských podmínkách nepředstavuje mechanické mazání, ale představuje kontaminaci životního prostředí. Silná, lepivá maziva kategoricky nepronikají mikroskopickými vnitřními vůlemi táhla. Místo toho fungují jako agresivní magnet na polétavý křemičitý prach, nečistoty a plevy plodin a aktivně vytvářejí vysoce destruktivní brusnou pastu přímo na ložiskových plochách. Tato abrazivní směs rychle zničí čepy z nitridace uhlíku a uměle urychlí mechanické prodloužení bez ohledu na zvětšenou tloušťku desky.

Pro maximalizaci provozní životnosti je naprosto nezbytné přesné umístění elastohydrodynamické kapaliny. Údržbářský personál musí aplikovat vysoce viskózní, pronikající syntetické oleje konkrétně do mikroskopické mezery mezi vnitřní a vnější boční deskou. Tento přesný kapilární působení tlačí kapalinu dovnitř a vytváří tak nezbytný hydrodynamický klín přímo mezi kaleným čepem a pevným pouzdrem lisovaným za studena. Kapalina fyzicky odděluje kovové povrchy, potlačuje okolní kinetický hluk a rozptyluje intenzivní třecí teploty generované během cyklů s vysokými otáčkami. Aplikace kapaliny mezi vnitřní desku a vnější válec navíc zajišťuje plynulý rotační pohyb, když válec klesá do dutiny kořene náboje. Aby byla zaručena tato ochrana před nulovým cyklem, všechny řetězy řady SP využívají tovární proces mazání za tepla. Celá sestavená jednotka je ponořena do zahřáté, nízkoviskózní kapaliny proti opotřebení. Teplo snižuje viskozitu kapaliny a zajišťuje nasycení všech vnitřních mikrovůlí na 100% předtím, než olej vychladne a zhoustne, čímž účinně utěsní vlhkost a oxidaci z okolního prostředí. Při hodnocení těžký válečkový řetězOvěření přítomnosti tohoto interního továrního mazání je zásadní pro dosažení inzerované únavové životnosti.
Kompatibilita nábojů a dynamika zubů ozubených kol
Obrovská tažná síla řady SP klade přísné požadavky na přijímací rotační náboje. Ke kritické selhání při údržbě dochází, když operátoři instalují zcela nový, vysoce tuhý táhlo SP přes silně opotřebované, zahnuté zuby ozubeného kola. Pochopení anatomie ozubeného kola je nezbytné pro zabránění rychlému zničení. Vysoce kvalitní náboj se vyznačuje přesně CNC obráběnou evolventní křivkou. Když pevné válečky pod masivním napětím klesají do dutiny kořene, kalené zuby vedou válečky plynule bez agresivního klouzání kovu na kov. Protože řada Simplex SP identicky odráží rozměrový rámec standardních ANSI Heavy táhel, zůstává plně kompatibilní se standardními jednovláknovými ozubenými koly ANSI, pokud jde o šířku a vůli válečků.

Aby však bylo možné bezpečně zvládnout masivní krouticí momenty řetězu SP, strojní inženýři důrazně doporučují používat ozubená kola s vysokofrekvenčně indukčně kalenými zuby (dosahujícími HRC 45-50). Toto přesné, cílené tepelné zpracování dramaticky odolává abrazivnímu tření vysokorychlostních válečků a zároveň záměrně zachovává tvárné, měkčí jádro v tělese řetězového kola, které absorbuje nepředvídatelné vibrace stroje. Provoz zcela nového, vysokopevnostního SP táhla na silně opotřebovaných zubech řetězového kola donutí deformovanou geometrii ozubeného kola násilně obrušovat kalený povrch nových válečků, čímž se životnost nově instalovaného vylepšení převodovky efektivně zkrátí na polovinu. Při upgradu na konfiguraci SP vždy vyměňujte ozubené náboje současně, abyste zajistili dokonalou kinetickou harmonii v celém hnacím ústrojí. U vícepramenných konfigurací musíte výslovně specifikovat ozubená kola s odvalovacím frézováním s rozšířenou příčnou roztečí, abyste zabránili katastrofickému selhání hnacího ústrojí.
Prostředí s vysokými rázy
Nekompromisní pevnost v tahu a extrémní odolnost proti nárazům umožňují řadě SP prosperovat v absolutní špičce těžkého průmyslového prostředí v Asii i po celém světě. Tyto sestavy jsou přísně specifikovány jako součást poslední možnosti pro zařízení vystavená opakovanému silnému rázovému zatížení a vysoce nepředvídatelnému tření v prostředí.
🚜 Zemní a stavební práce
Provoz masivních pásových smykem řízených nakladačů a příkopových rypadel vystavuje primární pohony prudkým změnám směru. Kalené čepy řady SP aktivně odolávají obrovským smykovým silám, které vznikají, když se pás zasekne v podloží nebo hustém jílu.
🌾 Zemědělská sklizeň
Moderní lisy na řezanky balí siláž s vysokou vlhkostí za obrovského vnitřního tlaku v komoře. Náhlý, prudký nárůst točivého momentu, který vzniká právě v okamžiku, kdy balík dokončí stlačení, rychle protahuje standardní komerční pohony. Řada SP tomu zabraňuje.
🏗️ Těžká logistika a ocel
Přesun několikatunových surových kmenů, zpracované konstrukční oceli nebo hustého kameniva vystavuje hnací ústrojí neustálému vysokému tření. Standardní táhla rychle zacvaknou své spojovací čepy. Kalené čepy a kuličkované desky aktivně odolávají abrazivnímu oděru.
Výrobní infrastruktura s certifikací ISO
Dosažení konzistentního a dokumentovatelného zvýšení pevnosti v tahu vyžaduje infrastrukturu věnovanou výhradně extrémní metalurgické vědě. Ve společnosti Korea Ever-Power Chain and Sprocket Co.,Ltd naše vysoce automatizované výrobní linky fungují striktně v souladu s certifikacemi ISO9001 a API. Díky pokročilým CNC a tepelným obráběcím stanicím systematicky eliminujeme strukturální nesrovnalosti, které jsou vlastní ruční mechanické montáži. Naše kontinuální pece s pletivovým pásem aplikují přesné a rovnoměrné tepelné zpracování na každý jednotlivý čep a pouzdro, čímž maximalizují tvrdost povrchu proti abrazivnímu opotřebení.

Každý řetěz SP navíc před vstupem do našich vakuových balicích stanic prochází agresivním hydraulickým předpětím. Udržování rozměrové stability ihned po vybalení z krabice je charakteristickým znakem profesionální průmyslové výroby. Při nově instalovaném standardním komerčním pohonu se mikronedokonalosti, které zůstávají po lisování a montáži, začnou usazovat pod počátečním zatížením motoru. To způsobí, že se celá sestava během prvních 48 hodin provozu náhle prodlouží, což nutí údržbářské týmy zastavit výrobu, aby seřídily mechanické napínáky. Fyzickým natažením sestavy na zhruba 30% její maximální mezní pevnosti v tahu v továrně trvale upevníme vnitřní komponenty, což zaručuje nulové roztažení při spuštění dílu ve vašem závodě. Bez nadměrného počátečního natažení řetězu dochází k podstatně menšímu opotřebení hnacích ozubených kol, což drasticky zvyšuje provozní provozuschopnost a snižuje dlouhodobé náklady na práci údržby. K dispozici ve standardních 10stopých krabicích včetně jednoho spojovacího hlavního článku nebo v masivních 50stopých a 100stopých průmyslových cívkách pro kontinuální výrobní linky OEM.
Často kladené otázky k technické diagnostice
Co určuje mez fyzické únavy u vysoce odolného táhla? +
Proč nejsou standardní multiplexní ozubená kola kompatibilní s řadou SP? +
Mohu opravit poškozenou multiplexní sestavu SP pomocí standardních spojovacích článků? +
Při jakém konkrétním procentu prodloužení je výměna nařízena? +
Jak pevná je ocel 40HSP ve srovnání se standardní ocelí ANSI 40? +
Ověřená zpětná vazba od průmyslových klientů
Teoretické metalurgické specifikace jsou ověřeny výhradně extrémní odolností v terénu. Níže uvedená neupravená technická zpětná vazba pochází od ředitelů zařízení a výrobců těžkých strojů z celé asijské průmyslové základny, kteří provádějí nepřetržité operace s vysokým točivým momentem.
„Model 100HSP specifikujeme výhradně pro naše těžké rýpadlové rypadla. Náhlé změny směru při nárazu na skalní podloží obvykle okamžitě stroskotají standardní čepy. Zesílené desky v této řadě SP tento prudký kinetický ráz krásně absorbují. Po integraci těchto jednotek selhání našeho hnacího ústrojí v rámci záruky prudce snížilo.“
„Modernizace masivních chladicích lůžek ocelových sochorů na pole 160HSP zcela vyřešila naše problémy s bočním zkosením. Dokonale se přizpůsobí našim těžkým nábojům bez agresivního broušení a předpětí z výroby ušetřilo našim technikům dny počáteční práce s napínáním.“
„U masivních rotačních lisů se spoléháme výhradně na model 80HSP. Naprostá pevnost v tahu potřebná ke stlačení mokré siláže okamžitě zachytí generické náhradní díly. Tato specifická řada udržuje své vnitřní podtlakové mazání pevně proti polnímu prachu a pevné válce, vytlačované za studena, se nerozbijí pod vysokým točivým momentem.“
„Pro naši montážní linku provádím náhodné destruktivní zatěžovací zkoušky na příchozích šaržích dílů. Součásti 120HSP-1 trvale splňují nebo překračují udávanou mez pevnosti v tahu 176,0 kN. Kuličkované desky viditelně potvrzují vysoce kvalitní výrobní proces. Jedná se o vysoce profesionální mechanické řešení pro těžké aplikace.“
Další informace
| Editor | Cxm |
|---|
Související produkty
-

Válečkové řetězy řady SH | Vysoce pevné, vysoce odolné, s krátkou roztečí
-

Hnací řetěz pro motocykly | Řada 25 až 530H – standardní, těžký a s O-kroužkem
-

Dvouroztečný převodový řetěz (řady 208 až 232)
-
Přesné válečkové řetězy s krátkou roztečí řady A
-

12A-G2 Pryžový horní válečkový řetěz
-
Přesné válečkové řetězy s krátkou roztečí řady B
-
Vysoce výkonný válečkový hnací řetěz: Kinetické jádro komerčních strojů


























