Doppelte Teilungs-Antriebskette (Serie 208 bis 232)
")
Der Doppelte Teilungs-Antriebskette (Serie 208 bis 232) modifiziert geometrisch den Standard Förderkette Die Architektur wird durch die Verlängerung der massiven Seitenplatten auf exakt das Doppelte des Teilkreises der Basisnorm nach ASME/ANSI oder ISO optimiert. Diese berechnete mechanische Dehnung erhält die ursprüngliche Zugfestigkeit und den Vollrollendurchmesser der Basisserie vollständig bei und halbiert gleichzeitig die benötigte Anzahl an carbonitrierten Bolzen, Vollbuchsen und kaltgepressten Rollen pro laufendem Meter. Diese drastische Gewichtsreduzierung eliminiert effektiv den parasitären Widerstand, der die Hauptantriebsmotoren großer landwirtschaftlicher Fräsmaschinen und industrieller Automatisierungsanlagen stark belastet, und bietet so eine hochoptimierte, reibungsarme Lösung für die stationäre Lastübertragung.
Kinematische Physik & Auslegungsmechanik für erweitertes Spielfeld
Um die enormen Effizienzgewinne dieses erweiterten Formats gründlich zu analysieren, müssen Maschinenbauingenieure die präzisen Anatomie der Kette Mechanismen. Ein Standard-ANSI-40-Übertragungsglied arbeitet mit einer engen Teilung von 12,7 mm (0,500 Zoll) und ist primär für schnelle, hochtourige Drehübertragung ausgelegt. Die entsprechende Variante mit doppelter Teilung, offiziell als 2040 nach ANSI oder 208A nach ISO-Indexierung bezeichnet, verwendet denselben Stiftdurchmesser, dieselbe Innenrollenbreite und dieselbe gehärtete Blechdicke, arbeitet jedoch mit einer erweiterten Teilung von 25,4 mm (1,000 Zoll). Wenn unerfahrene Anlagenmechaniker fragen, Was ist eine Kette und ein Kettenrad? Im Kontext von Förderanlagen verschiebt sich die Betriebsrealität vollständig von reiner Drehmomentübertragung hin zu horizontaler räumlicher Lastverteilung. Durch die geometrische Verdopplung des physikalischen Abstands zwischen den Lagergelenken reduziert sich die gesamte Metallmasse des flexiblen Verbindungsglieds deutlich.
Beim Betrieb eines 50 oder 100 Meter langen Förderbandes führt die Verwendung standardmäßiger Komponenten mit kurzer Steigung unbeabsichtigt zu einem immensen statischen Gewicht, das aufgrund des natürlichen Durchhangs der Tragkette stark an den Antriebswellen zieht. Diese ständige Zugkraft zwingt die Beschaffungsabteilungen, deutlich größere Wellenlager und wesentlich leistungsstärkere Antriebsmaschinen zu spezifizieren, um das Eigengewicht des Antriebsriemens zu kompensieren. Der Einsatz einer Doppelsteigung Antriebskette Das statische Gewicht wird dadurch um fast 401 TP3T reduziert. Da die Zugfestigkeit ausschließlich von der Querschnittsfläche der Platte und der Scherfestigkeit des Bolzendurchmessers abhängt – beides bleibt mathematisch identisch mit der der hochbelastbaren Basisserie –, bleibt die zulässige Arbeitslastgrenze vollständig erhalten. Diese fortschrittliche Architektur ermöglicht es Anlagenbetreibern, große automatisierte Sortieranlagen zu errichten, ohne die Motorgehäuse geometrisch vergrößern zu müssen, wodurch die Gesamtinvestitionskosten der Anlage drastisch gesenkt werden.
Es ist unbedingt erforderlich, zu dokumentieren, dass diese verlängerten Verbindungsglieder ausschließlich für niedrige bis mittlere Geschwindigkeiten (typischerweise unter 50 Metern pro Minute) ausgelegt sind. Der Betrieb einer Doppelteilungs-Antriebskette bei hohen Drehzahlen führt mechanisch zu starker Sehnenwirkung. Dies ist ein geometrisches Phänomen, bei dem die länglichen, geraden Glieder beim Drehen um die polygonale Nabe heftig um die vertikale Achse schlagen. Bei hohen Drehzahlen erzeugt dieses vertikale Schlagen schädliche harmonische Schwingungen und akustische Resonanzen, die Präzisionslager schnell zerstören können. Daher sind diese Doppelteilungs-Antriebsketten ausschließlich für eine gleichmäßige, kontinuierliche Zugkraft über große Distanzen optimiert.
Präzise Maßmatrix & Bauteiltoleranzen
Die korrekte Spezifizierung eines Ersatzgetriebes erfordert die strikte Einhaltung internationaler Maßnormen. Die untenstehende umfassende empirische Matrix beschreibt die genauen geometrischen Parameter der Doppelteilungsprofile nach DIN/ISO (B-Serie) und ANSI (A-Serie). Obwohl ein 208A und ein 208B beide exakt 25,40 mm von Bolzenmitte zu Bolzenmitte messen, unterscheiden sie sich grundlegend in ihren Innenrollendurchmessern, Bolzendicken und Innenblechbreiten. Vor der endgültigen Integration müssen die Monteure die Innenbreite zwischen den Blechen (b1 min) sorgfältig prüfen, um sicherzustellen, dass die neuen Komponenten nicht an den vorhandenen Kettenradzähnen schleifen. Ein zu geringes Spiel führt dazu, dass die Innenbleche die Evolventenkurve des Zahnrads einklemmen, wodurch massive Radialreibung entsteht, die die carbonitrierten Stahloberflächen schnell beschädigt.
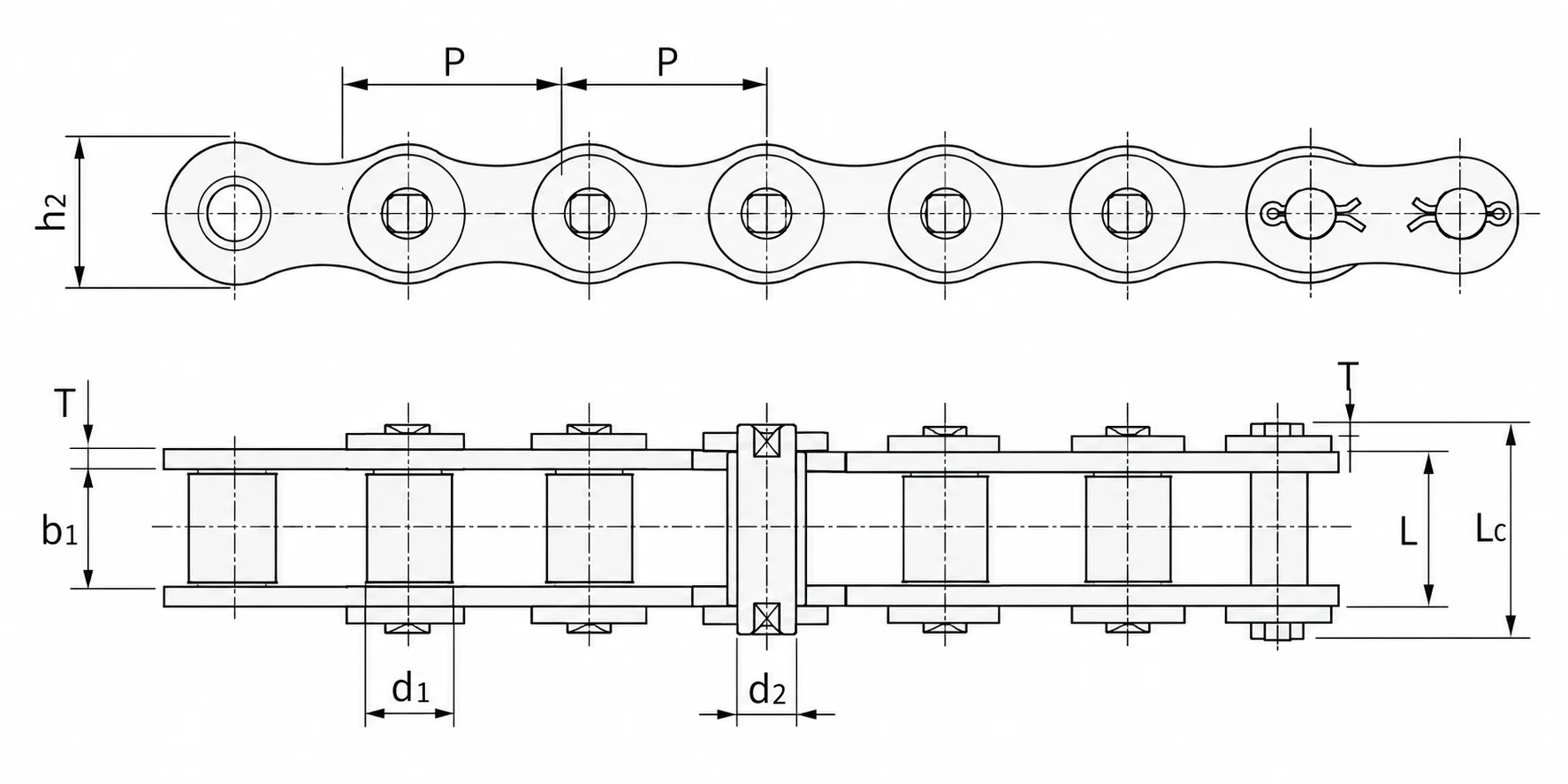
| DIN/ISO-Nr. | ANSI-Nr. | Teilung (P) mm | Walzendurchmesser (d1) | Innenbreite (b1) | Stiftdurchmesser (d2) | Pin L max | Plattentiefe (h2) | Plattendicke (T) | Ult Zugfestigkeit kN | Durchschnittliche Zugkraft kN | Gewicht kg/m |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 208A | 2040 | 25.40 | 7.95 | 7.85 | 3.96 | 16.6 | 12.0 | 1.50 | 14.1 | 16.7 | 0.42 |
| 208B | - | 25.40 | 8.51 | 7.75 | 4.45 | 16.7 | 11.8 | 1.60 | 18.0 | 19.4 | 0.45 |
| 210A | 2050 | 31.75 | 10.16 | 9.40 | 5.08 | 20.7 | 15.0 | 2.03 | 22.2 | 28.1 | 0.73 |
| 210B | - | 31.75 | 10.16 | 9.65 | 5.08 | 19.5 | 14.7 | 1.70 | 22.4 | 27.5 | 0.65 |
| 212A | 2060 | 38.10 | 11.91 | 12.57 | 5.94 | 25.9 | 18.0 | 2.42 | 31.8 | 36.8 | 1.02 |
| 212B | - | 38.10 | 12.07 | 11.68 | 5.72 | 22.5 | 16.0 | 1.85 | 29.0 | 32.2 | 0.76 |
| 216A | 2080 | 50.80 | 15.88 | 15.75 | 7.92 | 32.7 | 24.0 | 3.25 | 56.7 | 65.7 | 1.70 |
| 220 A | 2100 | 63.50 | 19.05 | 18.90 | 9.53 | 40.4 | 30.0 | 4.00 | 88.5 | 102.6 | 2.55 |
| 224A | 2120 | 76.20 | 22.23 | 25.22 | 11.10 | 50.3 | 35.7 | 4.80 | 127.0 | 147.3 | 4.06 |
| 228B | - | 88.90 | 27.94 | 30.99 | 15.90 | 65.1 | 36.7 | 7.50 | 200.0 | 222.0 | 6.23 |
| 232B | - | 101.60 | 29.21 | 30.99 | 17.81 | 66.0 | 42.0 | 7.00 | 250.0 | 277.5 | 6.72 |
Die minimale Zugfestigkeit (Qmin) gibt die absolute Bruchgrenze des Stahls unter strengen Zugversuchen im Labor an. Die Richtlinien für den Betrieb schreiben zwingend vor, dass die Dauerbelastung niemals ein Sechstel dieser dokumentierten Streckgrenze überschreiten darf. Dieser Sicherheitsfaktor ist entscheidend, um mikroskopische Ermüdungsrisse über Millionen von Zyklen unter realen Feldbedingungen zu verhindern. Überschreitet Ihre Nutzlast diesen berechneten Wert, müssen Sie von einer Simplex-Konfiguration auf eine moderne Multiplex-Architektur umstellen, um die Scherkräfte sicher zu verteilen, ohne die gehärteten Bolzen zu beschädigen.
Spezielle Rollengeometrie: Standard- vs. Übergrößenträger
Doppelteilungsarchitekturen sind außerordentlich vielseitig, da sie strukturell verschiedene Rollengeometrien ermöglichen und dadurch völlig unterschiedliche kinetische Eigenschaften in der Produktionshalle hervorrufen. Die Wahl des richtigen Rollenprofils ist entscheidend, um eine thermische Überlastung der Fördermotoren zu vermeiden und vorzeitigen Schienenverschleiß durch hohe Gleitreibung zu reduzieren.
Standard-Einlassrollen
Die Standardrollenserie verwendet eine Vollrolle mit exakt demselben Durchmesser wie die entsprechende Rolle mit einfacher Teilung. Diese Rolle ist vollständig in das vertikale Profil der geraden Seitenplatten eingelassen. Diese Konstruktion ist speziell für eine hocheffiziente Kraftübertragung über lange Strecken ausgelegt, bei der die Kette entweder frei hängt oder leichtgängig auf einer geschmierten Nylon-Gleitbahn gleitet.
Übergroße Tragrollen
Überdimensionierte Ausführungen verwenden massive Vollrollen, die deutlich über die oberen und unteren Kanten der Seitenleisten hinausragen. Dadurch wird das Gestänge im Prinzip zu einem rollenden Förderbandboden. Die hervorstehenden Rollen tragen das Gewicht der Nutzlast direkt und wandeln so die hohe Gleitreibung in einen hocheffizienten, reibungsarmen Rollwiderstand auf den Stahlführungsschienen um.

Hohlstiftarchitektur & kundenspezifische Befestigungen
Neben der Änderung des Walzendurchmessers nutzen Anlageningenieure häufig weitere Maßnahmen Hohlstift Varianten. Dank der Verwendung von rohrförmigen, dickwandigen Durchgangsbolzen anstelle von massiven Stahlstangen bietet diese Konstruktion eine stufenlos anpassbare Materialhandhabungsplattform. So können Monteure mühelos kundenspezifische verlängerte Achsen, spezielle Trägerkörbe oder kundenspezifische Nylon-Schubflügel direkt durch die Quermitte der Doppelteilungs-Antriebskette einsetzen, ohne dass aufwendige Schweißarbeiten vor Ort erforderlich sind oder die strukturelle Integrität der Grundplatten beeinträchtigt wird.
Diese Modularität wird in der kommerziellen Verpackungs- und Sortierlogistik intensiv genutzt. Ändern sich die Abmessungen des transportierten Produkts im folgenden Quartal, lassen sich die kundenspezifischen Anbauteile einfach abschrauben und austauschen, ohne den Hauptkettenlauf zu unterbrechen oder ein komplett neues Basisgetriebe anzuschaffen. Es ist wichtig zu berücksichtigen, dass das Entfernen von Kernmaterial zur Herstellung eines Hohlbolzens die maximale Scherfestigkeit der Baugruppe verringert. Ein Hohlbolzen weist in der Regel eine um etwa 151 TP3T bis 201 TP3T geringere Zugfestigkeit auf als sein Vollbolzen-Pendant. Dieser Wert muss bei der Berechnung der maximalen Arbeitslast berücksichtigt werden.

Kinematische Synchronisation & Kettenradanatomie
Integration einer Doppeltonhöhe Hochleistungs-Kettenrad und Kette Die Montage erfordert ein tiefes Verständnis des Anatomie eines KettenradsDa der Teilungsabstand exakt verdoppelt ist, verfügen diese Ketten theoretisch über das erforderliche geometrische Spiel, um in Standard-Ritzel mit einfacher Teilung einzugreifen, sofern die Nabe mindestens 30 Zähne aufweist. In dieser provisorischen Anordnung greift das verlängerte Verbindungsglied einfach in jeden zweiten Zahn des Zahnrads ein. Obwohl dies mathematisch möglich ist, raten Ingenieure dringend von dieser Vorgehensweise bei hohen Belastungen und Dauerbetrieb ab.

Für maximale Langlebigkeit, dedizierte Doppeltonhöhe Kettenräder Die genaue Ausführung muss angegeben werden. Diese Spezialnaben werden CNC-gefräst und verfügen über eine Evolventengeometrie mit „Halbzahn“- oder „Doppelzahn“-Profil. Die Bearbeitung dieser Naben mit einer ungeraden Anzahl an Zähnen führt zu einem äußerst vorteilhaften mechanischen Phänomen, dem sogenannten „Zahn-Sucheffekt“. Bei der ersten vollen Umdrehung greifen die Rollen fest in einen bestimmten Satz von Zahnfußmulden. Bei der darauffolgenden Umdrehung zwingt die ungerade Zähnezahl die Rollen, in die zuvor ungenutzten benachbarten Mulden zu greifen. Dieser Mechanismus verteilt die abrasive Reibung und die Stoßkraft optimal über den gesamten Umfang des Zahnrads und verdoppelt so die Lebensdauer der Nabe, bevor ein Austausch erforderlich ist. Hinweis: Bei Verwendung von übergroßen Trägerrollen können keine Standard-Kettenräder verwendet werden; die massiven Rollen würden im Zahnfuß aufsetzen und sich verklemmen.
Globale industrielle Anwendungsszenarien
Die Konfiguration mit doppelter Teilung eignet sich hervorragend für Umgebungen, die eine synchronisierte, gleichmäßige Bewegung über ausgedehnte Strecken erfordern, und ersetzt dauerhaft schwere Riemen mit einfacher Teilung.
Automobilmontage und Schwertransport
Das Bewegen schwerer Automobilchassis-Rahmen über Hunderte von Metern Fabrikhalle erfordert enorme Zugkraft bei gleichzeitig hohem Energieverbrauch. Die Doppelteilungskonstruktion reduziert das Gesamtgewicht der Kette drastisch und entlastet so die Primärgetriebe. In diesen Anlagen kommen häufig übergroße Rollen zum Einsatz, die es den schweren Motorvorrichtungen ermöglichen, reibungslos über Stahlschienen zu rollen. Dadurch wird der Reibungskoeffizient gesenkt und die Stromaufnahme deutlich reduziert.
Landwirtschaftliche Ernte & Getreideverarbeitung
In großen Getreidesilos und mobilen Erntemaschinen sind große Achsabstände unerlässlich. Das geringere Eigengewicht der Baureihen 216A und 220A reduziert den Leistungsbedarf der Traktorzapfwelle und stellt so mehr Motorleistung direkt für die Erntegutverarbeitung zur Verfügung. Gleichzeitig wird das Eindringen von hochabrasivem Quarzstaub vom Feld verhindert.
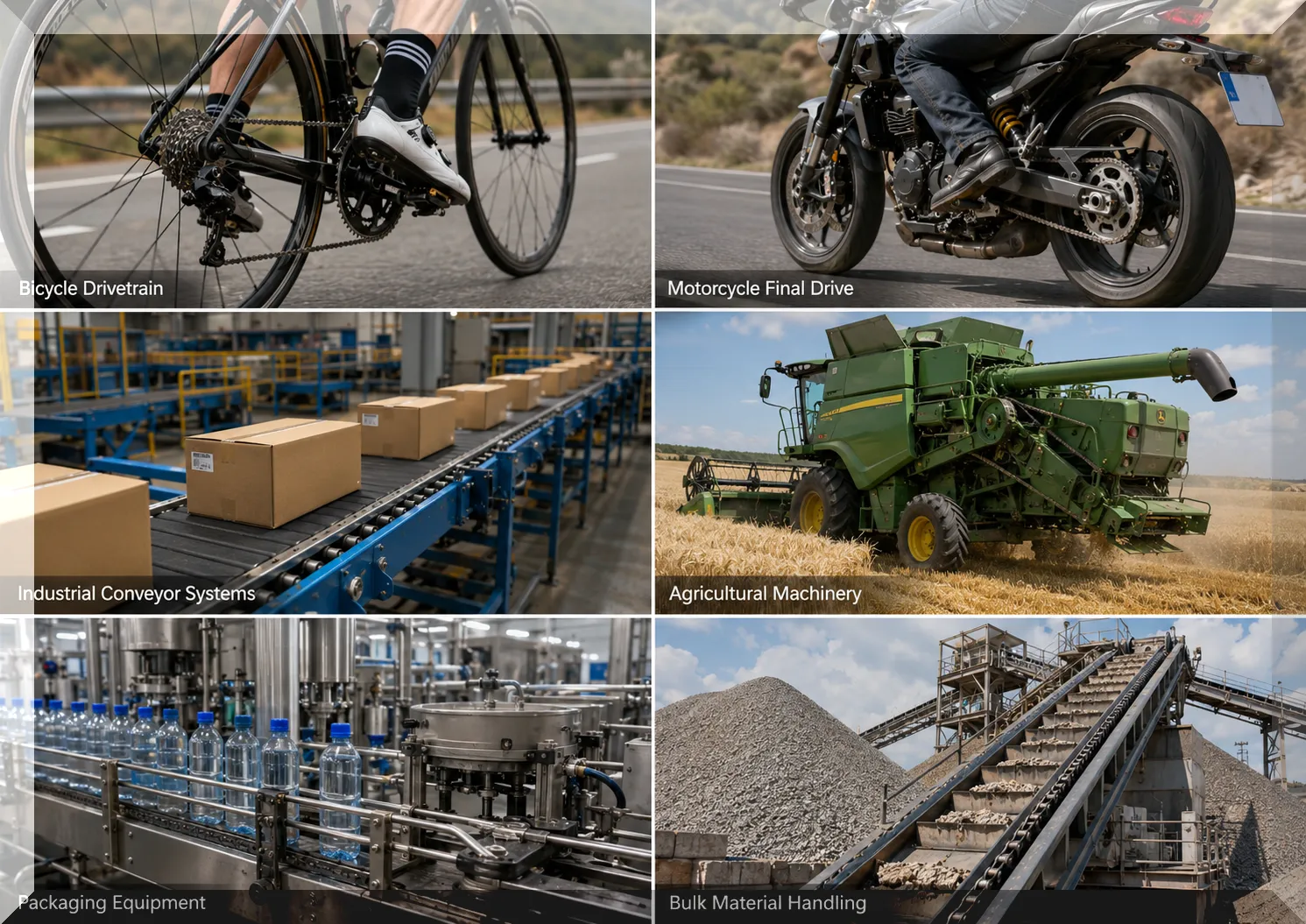
Logistik für kommerzielle Verpackung und Abfüllung
Verpackungsanlagen verwenden häufig Doppelteilungsformate mit übergroßen Tragrollen. Da die Ladung direkt auf den frei drehenden, übergroßen Rollen läuft, wird Druckansammlungen nahezu vollständig vermieden. Dadurch können zerbrechliche Glasflaschen sicher auf dem Band stehen, ohne dass das darunterliegende Getriebe mit hoher Kraft gegen die Unterseite der Ladung reibt.
Erweiterte Tribologie- und Materialbeschichtungsoptionen
Industrielle Transportnetze sind vielfältigen Umwelteinflüssen ausgesetzt. Unbehandelter Kohlenstoffstahl bietet zwar eine hohe Zugfestigkeit, oxidiert jedoch in feuchten Umgebungen in der Landwirtschaft oder bei der Verpackung durch häufiges Abwaschen schnell. Um eine lange Lebensdauer in verschiedenen Branchen zu gewährleisten, werden Getriebekomponenten mit doppelter Teilung mithilfe hochspezialisierter metallurgischer Oberflächenbehandlungen hergestellt.
In Umgebungen mit leichter Feuchtigkeit oder Kondensation im Freien werden Bauteile aus Kohlenstoffstahl elektrolytisch verzinkt oder vernickelt. Dabei bildet sich eine Opferschicht auf dem Grundmetall, die die Oxidation durch die Atmosphäre aktiv abwehrt, ohne die Zugfestigkeit des darunterliegenden Kerns zu beeinträchtigen. In streng FDA-regulierten Lebensmittelverarbeitungs- und Abfüllanlagen ist hingegen reiner austenitischer Edelstahl (SS304/SS316) vorgeschrieben. Obwohl Edelstahl eine etwas geringere Zugfestigkeit als Kohlenstofflegierungen aufweist, ist er absolut beständig gegen aggressive chemische Desinfektionsmittel und führt zu keinerlei oxidativer Partikelkontamination der transportierten Güter.
ISO-zertifizierte Fertigungs- und Vorladestandards
Die Einhaltung dieser präzisen mechanischen Toleranzen im industriellen Maßstab erfordert ein tiefes Verständnis der Metallurgie. Korea Ever-Power Chain and Sprocket Co., Ltd. nutzt über zwei Jahrzehnte Erfahrung in der nach ISO 9001:2008 zertifizierten Fertigung, um die globale Schwerindustrie zu beliefern. Da Doppelteilungsplatten die doppelte übliche Distanz aufweisen, können innere Kristallfehler im Stahl unter Zugbelastung zum Ausknicken der Platte führen. Um dieses Risiko zu minimieren, wird jede einzelne Plattengliedplatte einem intensiven Kugelstrahlverfahren unterzogen.

Dieses mechanische Kaltumformverfahren beschießt den hochkohlenstoffhaltigen Stahl mit Mikrokügelchen und erzeugt so eine dichte Schicht aus Druckeigenspannungen, die die Entstehung von Ermüdungsrissen drastisch verzögert. Darüber hinaus wird jede einzelne Doppelteilungsbaugruppe dynamisch vorgespannt – hydraulisch auf etwa 301 TP3T ihrer Bruchgrenze gedehnt – wodurch die Bolzen und Buchsen vor der Vakuumverpackung dauerhaft fixiert werden. Dieser wichtige Fertigungsprozess reduziert die anfängliche Einlaufdehnung erheblich und erspart den Wartungsteams in der ersten Betriebswoche stundenlange, mühsame Nachspannarbeiten. Durch die Verwaltung lokaler Lagerbestände in ganz Südkorea umgehen wir Verzögerungen durch internationale Seefracht vollständig und gewährleisten maximale Betriebszeit für die Betreiber asiatischer Anlagen.
Häufig gestellte Fragen und verifizierte Rückmeldungen zur technischen Instandhaltung
Aufgrund des größeren Abstands zwischen den Rollen verstärkt sich die Schwingungsamplitude (vertikale Schwingung) bei hohen Drehzahlen. Ingenieure beschränken den Einsatz von Doppelrollen daher in der Regel auf niedrige bis mittlere Fördergeschwindigkeiten (typischerweise unter 50 Metern pro Minute). Oberhalb dieser Schwelle wird zur Unterdrückung von harmonischen Schwingungen unbedingt die Verwendung von Standard-Kurzrollen empfohlen.
Gemäß Industriestandard muss die Kette ausgetauscht werden, sobald die Dehnung 3,01 TP3T der ursprünglich gemessenen Länge erreicht. Bei einer Kettenlänge von 100 Metern entspricht dies einer Kettenlängenverlängerung von 3 Metern. Diese übermäßige Verlängerung führt zu heftigen Kettenschlägen, zum Einknicken der Kette in den Führungsschienen und zum Blockieren der gesamten Kette. Bei sehr langen Ketten wird ein Austausch bereits bei einer Kettenlängenverlängerung von 1,51 TP3T bis 2,01 TP3T dringend empfohlen.
Bei großen Spannweiten entsteht naturgemäß ein Durchhängen der Fahrleitung. Anstatt die Umlenkrolle übermäßig zu spannen – was die Wellenlager beschädigt – sollte die lose Seite der Fahrleitung dynamisch mit Führungsschienen aus UHMW-Polyethylen oder federbelasteten Drehspannern abgestützt werden.
Nein. Selbst wenn die Kettenräder der Serien 208A und 208B die gleiche Teilung von 25,40 mm aufweisen, sind ihre Innenmaße inkompatibel. Die B-Serie verwendet eine 8,51 mm große Rolle und einen 4,45 mm großen Stift, während die A-Serie eine 7,95 mm große Rolle und einen 3,96 mm großen Stift verwendet. Der Versuch, Kettenräder unterschiedlicher Serien zu mischen, führt dazu, dass die Rollen nicht im Kettenrad sitzen und somit sofort ausfallen.
Die theoretische Gewichtsreduzierung des Systems wird ausschließlich durch den dauerhaften Betrieb in der Produktionshalle validiert. Das folgende, ungekürzte Feedback stammt von Werksleitern und Automatisierungsintegratoren aus ganz Asien.
„Wir haben die Antriebswellen des Chassis mit den übergroßen Rollen der Serie 216A nachgerüstet. Der Rollreibungskoeffizient senkte die Leistungsaufnahme unserer Hauptantriebsmotoren deutlich. Wir verwendeten die doppelt verzahnten Kettenräder und haben nach 6.000 Betriebsstunden die Kette einfach um eine Teilung vorverlegt, um die Lebensdauer der Zahnräder zu verdoppeln. Äußerst wirtschaftlich.“
„Unsere Obstsortierförderbänder laufen über 80 Meter im Dauerbetrieb unter Bedingungen hoher Luftfeuchtigkeit. Das vernickelte 208B ist absolut beständig gegen Oxidation durch die Reinigungsanlage, und die vergrößerte Teilung ermöglicht es uns, kundenspezifische Nylon-Sortierflügel ohne Beeinträchtigung direkt an den Seitenplatten zu befestigen. Höchste Maßgenauigkeit dank der Fertigung durch Korea Ever-Power.“
„Die werkseitige Vorspannung ist äußerst zuverlässig. Wir haben die Hohlbolzenkonstruktion 224A an einer Schwerlast-Palettenförderanlage installiert. Während der ersten 72 Betriebsstunden mussten wir die Spannschlösser kein einziges Mal nachjustieren. Die Plattenstärke hält dem vertikalen Gewicht der Paletten stand, ohne dass es zu einem mechanischen Ausknicken kommt.“

Zusätzliche Informationen
| Editor | Cxm |
|---|
Ähnliche Produkte
-

SH-Serie Rollenketten | Hochfeste, robuste Kurzketten für hohe Beanspruchung
-

Motorrad-Antriebskette | Serie 25 bis 530H – Standard, Heavy & O-Ring
-

SP-Serie Rollenkette | Schwer, kurze Teilung
-
Präzisionsrollenketten der Serie A mit kurzer Teilung
-

12A-G2 Gummi-Oberrollenkette
-
Präzisionsrollenketten der Serie B mit kurzer Teilung
-
Hochleistungs-Rollenantriebskette: Das kinetische Herzstück von Industriemaschinen


























