Двухшаговая трансмиссионная цепь (серии 208–232)
")
Он Двухшаговая трансмиссионная цепь (серии 208–232) геометрически модифицирует стандарт конвейерная цепь Архитектура конструкции достигается за счет удлинения сплошных боковых пластин ровно вдвое по сравнению с базовым стандартом ASME/ANSI или ISO. Это рассчитанное механическое удлинение полностью сохраняет первоначальную предельную прочность на растяжение и диаметр сплошного ролика базовой серии, при этом активно уменьшая вдвое общее количество карбонитридированных штифтов, сплошных втулок и холоднопрессованных роликов, необходимых на погонный метр. Это резкое снижение веса конструкции эффективно устраняет паразитное сопротивление, которое серьезно нагружает основные приводные двигатели на массивных сельскохозяйственных орудиях и в системах промышленной автоматизации, обеспечивая высокооптимизированное кинетическое решение с низким коэффициентом трения для передачи нагрузки в установившемся режиме.
Кинематическая физика и механика проектирования расширенного шага лопастей
Для тщательного анализа значительного повышения эффективности, обеспечиваемого этим расширенным форматом, конструкторы-механики должны внимательно изучить точные параметры. анатомия цепи механизмы. Стандартное звено передачи ANSI 40 работает с малым шагом 12,7 мм (0,500 дюйма) и предназначено в первую очередь для высокоскоростной вращательной передачи с высокими оборотами. Соответствующий вариант с двойным шагом, официально обозначаемый как 2040 по стандарту ANSI или 208A по индексации ISO, использует тот же диаметр штифта, внутреннюю ширину ролика и толщину закаленной пластины, но работает с увеличенным шагом 25,4 мм (1,000 дюйма). Когда начинающие механики спрашивают, Что такое цепь и звездочка? В контексте промышленных конвейеров операционная реальность полностью смещается от чистой передачи вращательного момента к горизонтальному пространственному распределению нагрузки. За счет геометрического удвоения физического расстояния между шарнирами подшипников суммарная металлическая масса гибкого соединения значительно снижается.
При эксплуатации конвейерной ленты непрерывного действия длиной 50 или 100 метров использование стандартных компонентов с коротким шагом непреднамеренно создает огромную статическую нагрузку, которая сильно тянет приводные валы из-за естественного провисания цепной линии под действием силы тяжести. Это постоянное натяжение вниз вынуждает отделы закупок указывать значительно большие подшипники скольжения и гораздо более мощные двигатели исключительно для того, чтобы компенсировать собственный вес приводного ремня. Использование двухшагового привода приводная цепь Это снижает статический вес почти на 401 тонну. Поскольку предельная прочность на растяжение полностью определяется площадью поперечного сечения пластины и несущей способностью штифта (диаметр которого математически идентичен показателям базовой серии для тяжелых условий эксплуатации), безопасный предел рабочей нагрузки полностью сохраняется. Эта передовая архитектура позволяет руководителям предприятий создавать массивные автоматизированные сортировочные системы без геометрического расширения корпусов двигателей, что значительно снижает общие капитальные затраты предприятия.
Крайне важно задокументировать, что эти удлиненные звенья разработаны исключительно для работы на низких и средних скоростях (обычно менее 50 линейных метров в минуту). Работа цепей с двойным шагом на высоких скоростях вращения механически вызывает сильное хордовое воздействие. Это геометрическое явление, при котором удлиненные прямые звенья сильно сжимаются по вертикальной оси при вращении вокруг многоугольной формы ступицы. При высоких оборотах это вертикальное сжатие генерирует разрушительные гармонические колебания и акустический резонанс, которые быстро разрушают прецизионные подшипники. Поэтому эти цепи с двойным шагом оптимизированы исключительно для обеспечения стабильной, непрерывной тяговой мощности на больших расстояниях.
Точные размерные матрицы и допуски компонентов
Правильное определение параметров заменяемого механизма передачи требует абсолютного соответствия международным стандартам размеров. Приведенная ниже подробная эмпирическая матрица описывает точные геометрические параметры как для профилей с двойным шагом, обозначенных DIN/ISO (серия B), так и для профилей ANSI (серия A). Хотя размеры профилей 208A и 208B могут составлять ровно 25,40 мм от центра штифта до центра штифта, их внутренние диаметры роликов, толщина штифтов и ширина внутренних пластин принципиально различаются. Перед окончательной установкой специалисты должны тщательно проверить внутреннюю ширину между пластинами (b1 мин), чтобы гарантировать, что новые компоненты не будут физически задевать существующие зубья звездочки. Слишком малый зазор приведет к тому, что внутренние пластины будут активно сжимать эвольвентную кривую шестерни, создавая сильное радиальное трение, которое быстро срезает поверхности карбонитрированной стали.
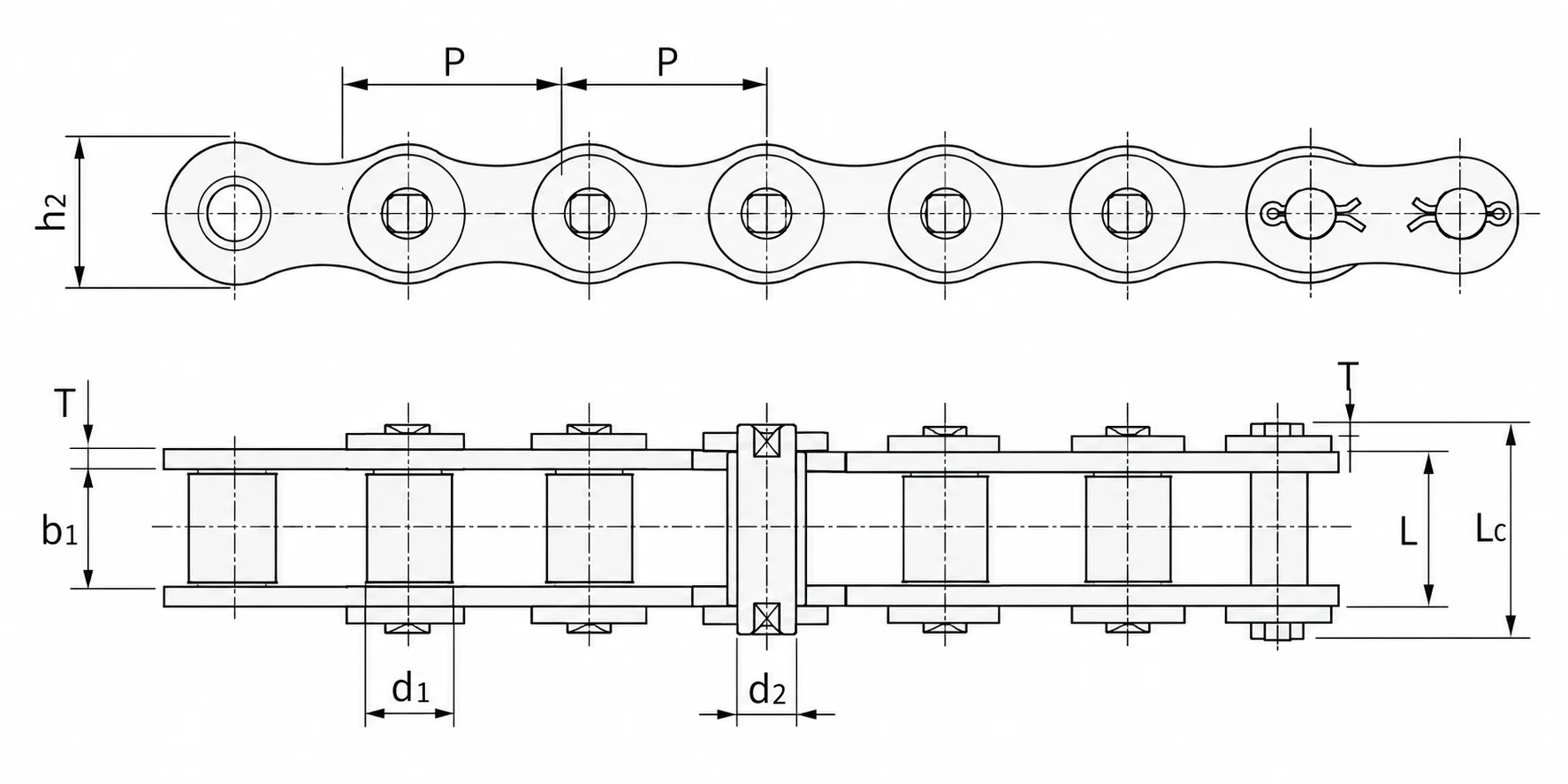
| Номер DIN/ISO. | Номер ANSI. | Шаг (P) мм | Диаметр ролика (d1) | Внутренняя ширина (b1) | Диаметр штифта (d2) | Pin L max | Глубина пластины (h2) | Толщина пластины (Т) | Сверхвысокая прочность на растяжение, кН | Средняя прочность на растяжение, кН | Вес кг/м |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 208А | 2040 | 25.40 | 7.95 | 7.85 | 3.96 | 16.6 | 12.0 | 1.50 | 14.1 | 16.7 | 0.42 |
| 208Б | - | 25.40 | 8.51 | 7.75 | 4.45 | 16.7 | 11.8 | 1.60 | 18.0 | 19.4 | 0.45 |
| 210А | 2050 | 31.75 | 10.16 | 9.40 | 5.08 | 20.7 | 15.0 | 2.03 | 22.2 | 28.1 | 0.73 |
| 210Б | - | 31.75 | 10.16 | 9.65 | 5.08 | 19.5 | 14.7 | 1.70 | 22.4 | 27.5 | 0.65 |
| 212А | 2060 | 38.10 | 11.91 | 12.57 | 5.94 | 25.9 | 18.0 | 2.42 | 31.8 | 36.8 | 1.02 |
| 212Б | - | 38.10 | 12.07 | 11.68 | 5.72 | 22.5 | 16.0 | 1.85 | 29.0 | 32.2 | 0.76 |
| 216А | 2080 | 50.80 | 15.88 | 15.75 | 7.92 | 32.7 | 24.0 | 3.25 | 56.7 | 65.7 | 1.70 |
| 220А | 2100 | 63.50 | 19.05 | 18.90 | 9.53 | 40.4 | 30.0 | 4.00 | 88.5 | 102.6 | 2.55 |
| 224А | 2120 | 76.20 | 22.23 | 25.22 | 11.10 | 50.3 | 35.7 | 4.80 | 127.0 | 147.3 | 4.06 |
| 228Б | - | 88.90 | 27.94 | 30.99 | 15.90 | 65.1 | 36.7 | 7.50 | 200.0 | 222.0 | 6.23 |
| 232Б | - | 101.60 | 29.21 | 30.99 | 17.81 | 66.0 | 42.0 | 7.00 | 250.0 | 277.5 | 6.72 |
Предел прочности на растяжение (Qmin) определяет абсолютную физическую точку разрушения стали при строгих лабораторных испытаниях на растяжение. Строгие инженерные правила эксплуатации требуют, чтобы непрерывная рабочая нагрузка никогда не превышала одну шестую часть этого документированного предела текучести. Этот коэффициент запаса прочности имеет решающее значение для предотвращения микроскопического усталостного растрескивания в течение миллионов циклов вращения в реальных полевых условиях. Если ваша полезная нагрузка превышает этот расчет, необходимо перейти от простой конфигурации к усовершенствованной многоступенчатой архитектуре, чтобы безопасно распределить силы сдвига без разрушения закаленных штифтов.
Специализированная геометрия роликов: стандартные и увеличенные несущие элементы.
Конструкции с двойным шагом роликов отличаются исключительной универсальностью, поскольку позволяют использовать ролики с различными геометрическими формами, что обуславливает совершенно иную кинетическую физику на производственной площадке. Выбор правильного профиля ролика имеет решающее значение для предотвращения тепловой перегрузки двигателей конвейера и снижения преждевременного износа направляющих, вызванного сильным трением скольжения.
Стандартные утопленные ролики
В стандартной серии роликов используется цельный ролик с точно таким же диаметром, как и у его одношагового аналога. Этот ролик полностью утоплен в вертикальный профиль прямых боковых пластин. Такая конфигурация разработана исключительно для высокоэффективной передачи вращательной мощности на большие расстояния, где цепь либо свободно висит, либо легко скользит по смазанной нейлоновой износостойкой дорожке.
Увеличенные несущие ролики
В увеличенных вариантах используются массивные цельные ролики, которые физически значительно выступают за верхний и нижний края боковых планок. Это принципиально превращает механизм в конвейерную ленту с роликами. Выступающие ролики непосредственно несут вес груза, преобразуя высокое трение скольжения в высокоэффективное сопротивление качению с низким трением по стальным направляющим.

Архитектура полых штифтов и изготовление на заказ креплений
Помимо изменения диаметра ролика, инженеры предприятия часто используют Полая булавка Варианты. Благодаря использованию трубчатых толстостенных штифтов со сквозными отверстиями вместо цельных стальных стержней, эта конструкция создает платформу для обработки материалов с бесконечными возможностями индивидуальной настройки. Она позволяет механикам без труда вставлять удлиненные оси, специализированные корзины или нейлоновые толкающие лопасти непосредственно через поперечный центр двухшаговой трансмиссионной цепи без необходимости сложной сварки на месте или изменения структурной целостности опорных плит.
Такая модульность широко используется в коммерческой логистике упаковки и сортировки. Если физические размеры транспортируемого продукта изменятся в следующем квартале, специальные навесные устройства можно просто открутить и заменить, не разрывая основную цепную петлю и не приобретая совершенно новую базовую трансмиссию. Важно учитывать, что удаление основного материала для создания полого штифта естественным образом снижает предельную несущую способность узла на сдвиг; вариант с полым штифтом обычно имеет примерно на 151–201 Т3Т меньшую предельную прочность на растяжение по сравнению с его аналогом с цельным штифтом, что необходимо учитывать при расчете максимальной рабочей нагрузки.

Кинематическая синхронизация и анатомия звездочки
Интеграция двойного шага усиленная звездочка и цепь Сборка требует глубокого понимания анатомия звездочкиПоскольку шаг зубьев точно удваивается, эти цепи технически обладают геометрическим зазором, позволяющим зацеплять стандартные звездочки с одним зубом, при условии, что ступица имеет 30 или более зубьев. В этой импровизированной конструкции удлиненный звено просто зацепляет каждый второй зуб шестерни. Однако, хотя это математически осуществимо, инженеры настоятельно не рекомендуют использовать этот метод при высоких нагрузках и непрерывных рабочих циклах.

Для максимальной долговечности используется специальная технология двойного шага. звездочки Необходимо указать. Эти специализированные ступицы изготавливаются на станках с ЧПУ с использованием эвольвентной геометрии с «половинными зубьями» или «двойной заточкой». Когда эти ступицы обрабатываются с нечетным числом зубьев, возникает очень выгодное механическое явление, известное как эффект «поискового зуба». Во время первого полного оборота ролики надежно фиксируются в одном конкретном наборе корневых полостей. При последующих оборотах нечетное число зубьев заставляет ролики перемещаться в ранее неиспользованные соседние полости. Этот механизм идеально распределяет абразивное трение и ударную силу по всей окружности шестерни, эффективно удваивая срок службы ступицы до необходимости замены. Примечание: При использовании увеличенных опорных роликов стандартные звездочки использовать нельзя; массивные ролики упрутся в корневую полость и заклинят.
Глобальные сценарии промышленного применения
Конфигурация с двойным шагом ленты идеально подходит для условий, требующих синхронизированного и стабильного движения на больших площадях, и позволяет навсегда заменить тяжелые ленты с одинарным шагом.
Сборка автомобилей и транспортировка тяжелых шасси
Перемещение тяжелых автомобильных рам шасси на сотни метров заводского пола требует огромной тяговой силы без чрезмерного потребления энергии. Двухшаговая конструкция цепи значительно снижает общий вес цепи, уменьшая нагрузку на основные редукторы. На предприятиях широко используются увеличенные варианты роликов, позволяющие тяжелым шаблонам для двигателей плавно перемещаться по стальным направляющим, снижая коэффициент трения и значительно уменьшая потребление тока.
Сбор урожая и переработка зерна в сельском хозяйстве
В массивных зернохранилищах и мобильной уборочной технике большие межосевые расстояния являются обязательными. Уменьшенный собственный вес серий 216A или 220A снижает паразитные затраты энергии на ВОМ трактора, направляя больше мощности двигателя непосредственно на механизмы обработки урожая и одновременно противодействуя проникновению высокоабразивной кремниевой пыли с полей.
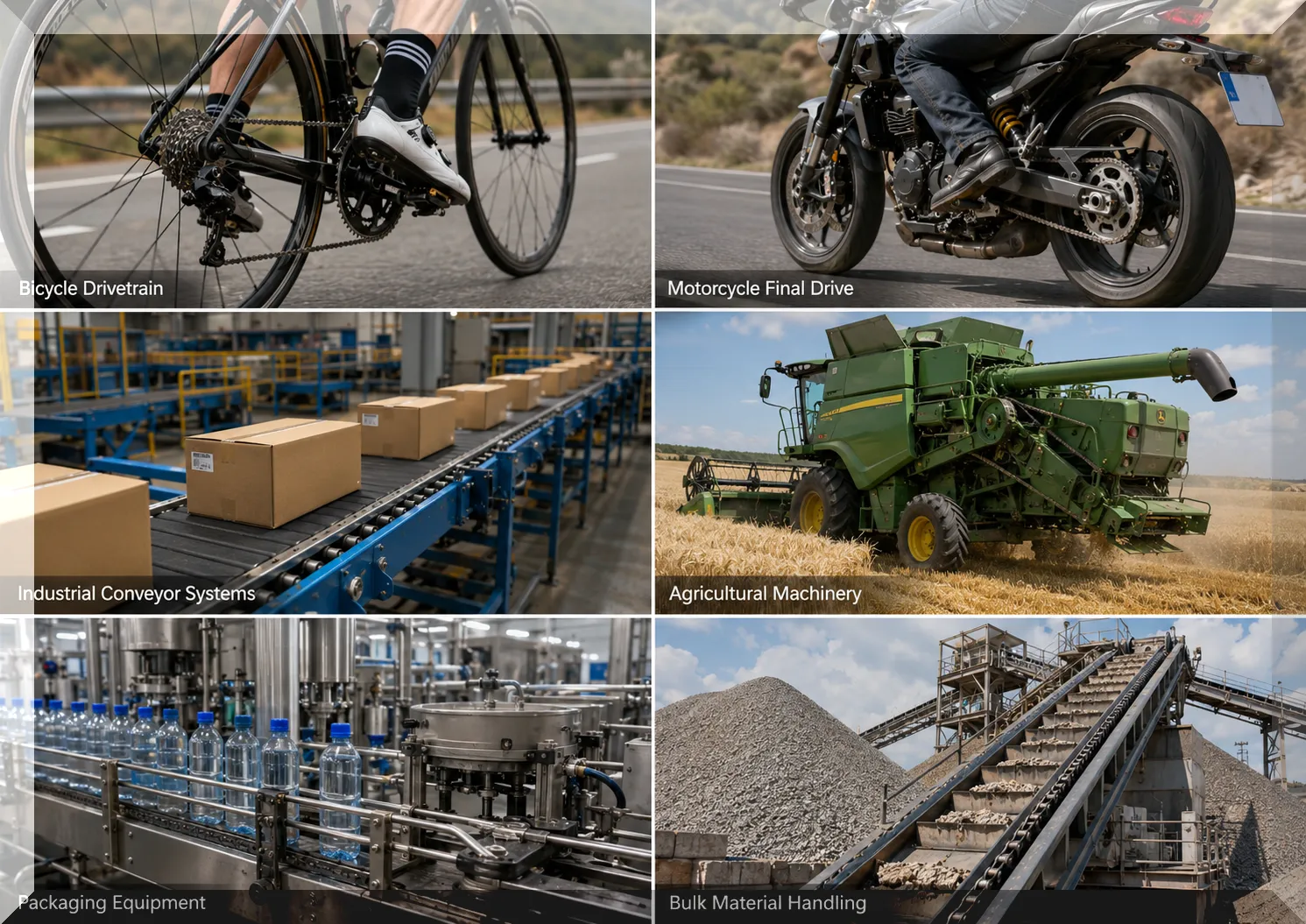
Логистика коммерческой упаковки и розлива
На упаковочных предприятиях часто используются двухшаговые форматы, оснащенные увеличенными несущими роликами. Поскольку груз перемещается непосредственно по свободно вращающимся увеличенным роликам, давление накопления практически исключается. Это позволяет хрупким стеклянным бутылкам безопасно выстраиваться в очередь на линии, не опасаясь сильного трения трансмиссии о дно груза.
Расширенные возможности трибологии и нанесения покрытий на материалы.
Промышленные транспортные сети сталкиваются с самыми разнообразными загрязняющими веществами окружающей среды. Неизолированная углеродистая сталь обладает превосходной предельной прочностью на растяжение, но быстро подвергается окислению во влажных условиях сельскохозяйственной отрасли или при мойке упаковочных материалов. Для обеспечения долговечности в различных секторах компоненты трансмиссии с двойным шагом изготавливаются с использованием высокоспециализированной металлургической обработки поверхности.
Для сред с низкой влажностью или наружной конденсацией компоненты из углеродистой стали подвергаются электролитическому цинкованию или никелированию. Это создает защитный слой на основном металле, активно отталкивающий атмосферное окисление без изменения прочности на растяжение основного металла. В качестве альтернативы, при использовании исключительно на предприятиях пищевой промышленности и розлива, регулируемых FDA, требуется чистая аустенитная нержавеющая сталь (SS304/SS316). Хотя нержавеющая сталь имеет несколько меньшую предельную прочность на растяжение по сравнению с углеродистыми сплавами, она абсолютно устойчива к агрессивным химическим дезинфицирующим средствам и не образует окислительных частиц, загрязняющих транспортируемые товары.
Сертифицированные по стандарту ISO стандарты производства и предварительной загрузки
Для обеспечения такой высокой точности механических допусков в промышленных масштабах требуется непоколебимая приверженность металлургической науке. Компания Korea Ever-Power Chain and Sprocket Co., Ltd. использует более чем двадцатилетний опыт производства, сертифицированный по стандарту ISO9001:2008, для снабжения мировой тяжелой промышленности. Поскольку пластины с двойным шагом проходят вдвое большее расстояние, чем обычно, любые внутренние кристаллические дефекты в стали приведут к деформации пластины под напряжением. Для нейтрализации этого риска каждая пластина-звено подвергается интенсивной дробеструйной обработке.

В процессе механической холодной обработки высокоуглеродистая сталь подвергается воздействию микросфер, создавая плотный слой остаточного сжимающего напряжения, что значительно замедляет начало образования усталостных трещин. Кроме того, каждая двухшаговая сборка подвергается динамической предварительной нагрузке — гидравлическому растяжению примерно до 301 тонны от предельной прочности на разрыв — с постоянной фиксацией штифтов и втулок перед вакуумной упаковкой. Этот критически важный заводской процесс значительно ограничивает начальное удлинение при обкатке, экономя ремонтным бригадам часы утомительной работы по натяжению в течение первой недели эксплуатации. Благодаря локализованным складским запасам по всей Южной Корее мы полностью исключаем задержки международных морских перевозок, обеспечивая максимальное время безотказной работы для операторов азиатских предприятий.
Часто задаваемые вопросы по техническому обслуживанию и проверенные отзывы
Из-за большого геометрического расстояния между роликами хордальное колебание (вертикальный отскок) становится особенно сильным при высоких оборотах. Инженеры обычно ограничивают применение роликов с двойным шагом низкими или умеренными скоростями конвейера (как правило, менее 50 метров в минуту). При более высоких скоростях настоятельно рекомендуется использовать ролики со стандартным коротким шагом для подавления гармонических колебаний.
Стандарт отрасли предписывает замену, когда удлинение достигает 3,01 TP3T от первоначально измеренной длины. В системе длиной 100 метров 3,01 TP3T соответствует 3 метрам физического провисания. Это чрезмерное провисание приведет к резким рывкам цепи, ее изгибанию внутри направляющих возвратного типа и заклиниванию всей системы. Для очень длинных рельсов настоятельно рекомендуется замена при удлинении от 1,51 TP3T до 2,01 TP3T.
Длинные пролёты естественным образом приводят к провисанию цепной линии. Вместо того чтобы чрезмерно натягивать ступицу направляющего ролика, что приводит к износу подшипников вала, следует динамически поддерживать ослабленную сторону петли с помощью направляющих из сверхвысокомолекулярного полиэтилена или пружинных поворотных натяжителей.
Нет. Даже если у моделей 208A и 208B одинаковый шаг резьбы 25,40 мм, их внутренние размеры несовместимы. В серии B используется ролик диаметром 8,51 мм и штифт диаметром 4,45 мм, тогда как в серии A — ролик диаметром 7,95 мм и штифт диаметром 3,96 мм. Попытка смешивания серий приведет к тому, что ролики не будут плотно прилегать к звездочке, что немедленно вызовет ее поломку.
Теоретическое снижение веса системы подтверждается исключительно в ходе длительной эксплуатации на производственных площадках. Приведенные ниже отзывы без редактирования получены от руководителей предприятий и интеграторов систем автоматизации из разных стран Азии.
«Мы модернизировали линии передачи шасси, установив увеличенные ролики серии 216A. Коэффициент трения качения значительно снизил потребление электроэнергии нашими основными приводными двигателями. Мы использовали звездочки с двойной насечкой, и после 6000 часов работы мы просто увеличили шаг цепи на один, чтобы удвоить срок службы шестерен. Чрезвычайно экономично».
«Наши конвейеры для сортировки фруктов работают непрерывно на протяжении более 80 метров в условиях высокой влажности. Никелированная сталь марки 208B идеально противостоит окислению при промывке, а увеличенный шаг позволяет нам прикручивать изготовленные на заказ нейлоновые сортировочные лопасти непосредственно к боковым пластинам без помех. Высокоточные допуски по размерам от корейской компании Ever-Power».
«Предварительное натяжение, установленное на заводе, отличается высокой надежностью. Мы установили систему с полыми штифтами 224A на петлю для перемещения тяжелых поддонов. За первые 72 часа обкатки нам ни разу не пришлось регулировать талрепы. Толщина пластины выдерживает вертикальный вес поддонов без каких-либо физических деформаций».

Детали
| Редактор | Cxm |
|---|
Похожие
-

Роликовые цепи серии SH | Высокопрочные, для тяжелых условий эксплуатации, с коротким шагом
-

Мотоциклетная приводная цепь | Серия от 25 до 530H – стандартная, усиленная и с уплотнительными кольцами
-

Роликовая цепь серии SP | Тяжелая цепь с коротким шагом
-
Прецизионные роликовые цепи с коротким шагом серии А
-

12A-G2 Резиновая роликовая цепь
-
Прецизионные роликовые цепи с коротким шагом серии B
-
Прочная роликовая приводная цепь: кинетическая основа промышленного оборудования.


























