SP-serien Rullkedja | Tung kortstigning

Tillverkad strikt enligt ANSI B29.1 dimensionsstandarder, Rullkedja i SP-serien bibehåller den kompakta stigningslängden hos standardkonfigurationer samtidigt som den kraftigt förstärker de inre och yttre sidoplattorna. Genom att utnyttja plattjockleken hos nästa större stigningsstorlek multiplicerar denna mekanism drastiskt den ultimata draghållfastheten och motståndskraften mot cyklisk utmattning. Denna robusta arkitektur förhindrar aktivt plastisk förlängning och stiftskjuvning utan att tvinga fram en fullständig omkonstruktion av maskinens roterande nav, vilket gör den till det främsta valet för kompaktlastare, tung jordbruksutrustning och industriella applikationer med hög påverkan.
Kinematisk fysik: SP-seriens arkitektur
Maskiningenjörer står ofta inför ett strikt utrymmesmässigt dilemma när de uppgraderar kommersiella maskiner: drivmotorn kräver en transmission som kan hantera massiva momenttoppar, men det inre chassitsavståndet kan inte fysiskt hantera en större dimensionell stigning. SP-serien (tung kortstigning) rullkedja löser uttryckligen denna tekniska flaskhals.
För att fullt ut förstå den mekaniska överlägsenheten hos Heavy Short Pitch-konstruktionen måste anläggningsförvaltare analysera de grundläggande kedjans anatomi mekanismer. En standard ANSI-länkage är beroende av en beräknad matematisk balans mellan plattjocklek, tappdiameter och stigningslängd. När den används i minilastare för schaktning eller tunga jordbrukspressar utsätts transmissionen kontinuerligt för återkommande och våldsamma stötbelastningar. En standard sidoplatta kommer att ge fysiskt efter för dessa plötsliga spänningstoppar. Denna plastiska deformation förlänger permanent enheten och förstör den matematiska inriktningen med det drivna kugghjulet.
En vanlig fråga från yngre anläggningsoperatörer är, Vad är en kedja och ett kedjehjul? I industriella termer för hög belastning är det en obeveklig kinetisk brygga som måste absorbera och överföra motorns hästkrafter felfritt. SP-serien (ofta indexerad som HSP för High-Strength Short Pitch) förhindrar aktivt plastisk deformation genom att öka stålplattornas tvärsnittsarea. Inom teknisk fysik beräknas strukturell spänning som kraft dividerad med area. Genom att använda tjockare plattor förstoras tvärsnittsarean avsevärt, vilket direkt minskar den lokala spänningen som metallen upplever under en kraftig stötbelastning. Dessutom gör bibehållandet av en kort stigning att enheten kan engagera en större mängd kedjehjul samtidigt under rotation, vilket fördelar de massiva skjuvkrafterna över en bredare navbåge. När man jämför dessa styva industriella drivmotorer med en höghastighets... motorcykelkedja och kedjehjul konfigurationen skiljer sig de tekniska prioriteringarna helt åt; SP-serien överger helt lateral flexibilitet och ägnar 100% av sin metallurgiska struktur åt rå, longitudinell dragkraft.
HSP teknisk specifikationsmatris
De empiriska data som dokumenteras nedan beskriver strikt de geometriska frigångar som krävs enligt ANSI-specifikationerna. Ingenjörer måste noggrant utvärdera draghållfasthetsparametern (Q min) mot de maximala stötbelastningar som genereras av deras specifika utrustning. Den säkra arbetsbelastningen är konventionellt konstruerad till ungefär en sjättedel av denna maximala kapacitet. Dessutom måste kvarnbyggare verifiera plattjockleken (T) och den maximala stiftlängden (L max) mot sina befintliga chassistyrningar.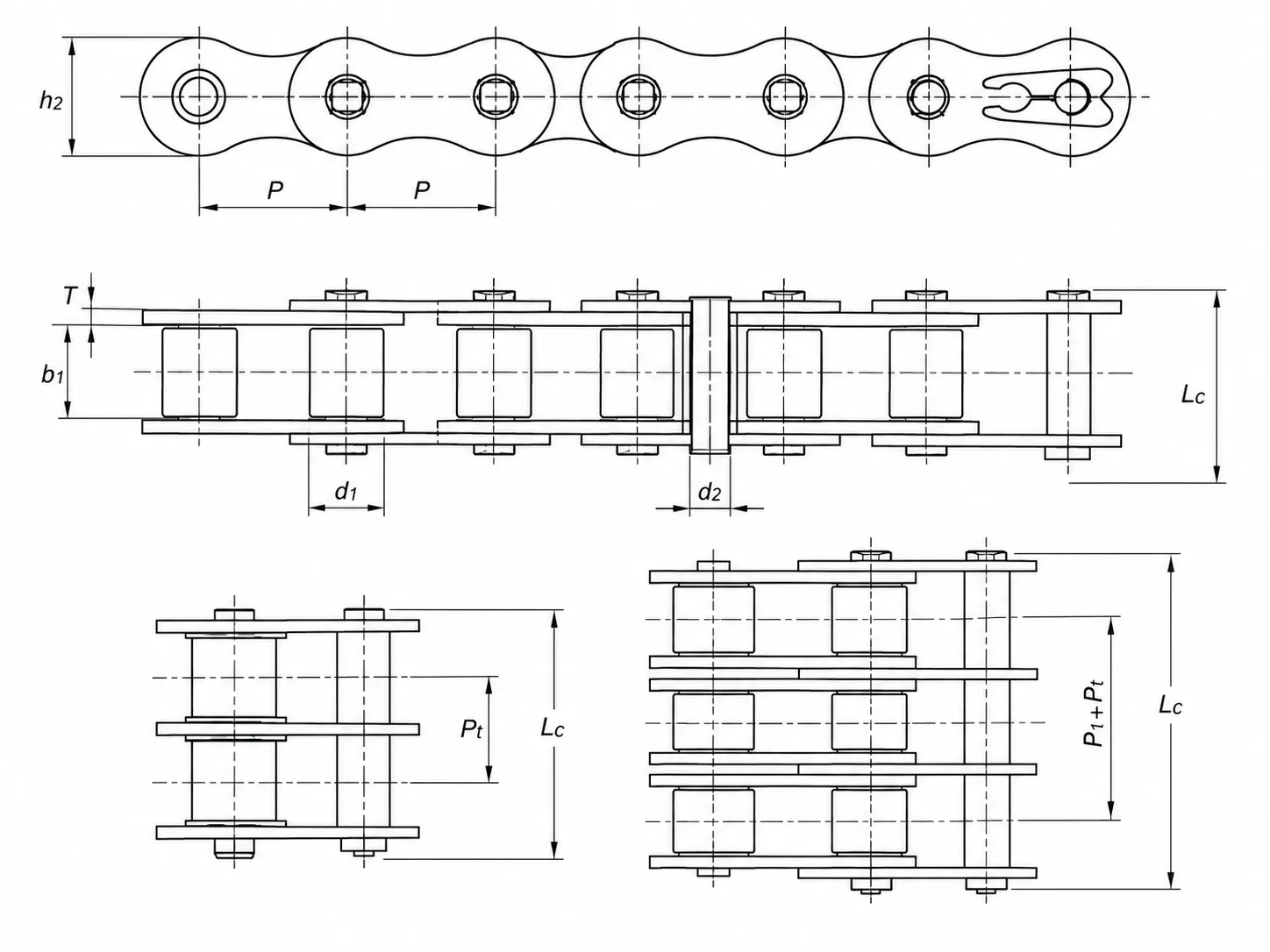
| Kedja nr. | Stigning (P) mm | Rulldiameter | Inre bredd | Stiftdiameter | Stift L max | Stift Lc max | Plattdjup | Plåttjocklek (T) | Ult draghållfasthet kN | Genomsnittlig draghållfasthet kN | Vikt kg/m |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simplex (1-trådig) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Intern komponentmetallurgi
SP-seriens livslängd bestäms av dess diskreta metallurgi. Det är ett högsynkroniserat system av distinkta metallprofiler som fungerar felfritt tillsammans.
Genomhärdade legeringsstift
Till skillnad från konventionella sätthärdade stift – som har en hård skorpa men en mjuk kärna – är våra legeringsstift termiskt bearbetade helt genom sitt tvärsnitt. Detta ger en enhetlig, tät martensitisk struktur som våldsamt motstår både abrasivt ytslitage och plötsliga tvärgående skjuvkrafter.
Sömlösa kallpressade bussningar
Den solida bussningen fungerar som den primära inre lagerytan mot stiftet och absorberar de massiva tryckkrafterna som överförs från de yttre rullarna. Genom att extrudera dessa från kallt stål elimineras helt fysiska skarvar, vilket ger sömlös slitstyrka som skyddar den inre smörjfilmen.
Kulblästrade förtjockade plattor
De förstärkta stålplattorna bombarderas aggressivt med mikrosfärer med höga hastigheter. Denna mekaniska kallbearbetningsprocess inducerar ett djupt lager av gynnsam kvarvarande tryckspänning, vilket förseglar mikroskopiska stansdefekter och dramatiskt fördröjer uppkomsten av utmattningssprickbildning.
Tvärgående lastspridning: Multiplex-matriser
När kommersiella vridmomentkrav helt överstiger den säkra sträckgränsen för ett enkeltrådigt arrangemang, dikterar maskinteknik en övergång till en multiplex-matris. Duplex- (dubbeltrådiga) och triplex- (trippeltrådiga) SP-konfigurationerna smälter mekaniskt samman flera rader av förtjockade sidoplattor med hjälp av långsträckta, sätthärdade tvärstift. Genom att geometriskt fördela den massiva radiella spänningen över två eller tre distinkta lastbärande plan minskar skjuvkraften per stift dramatiskt. Denna kritiska strukturella fördelning förhindrar explosiva haverier i oförutsägbara miljöer, såsom barkningsanläggningar för tungt virke, offshore-borrningsanläggningar och roterande blandare på flera ton.

En absolut viktig parameter som introduceras i multiplexkonstruktion är tvärgående stigning (Pt). Denna parameter definierar exakt det exakta avståndet från mittlinje till mittlinje mellan de parallella rullraderna. Eftersom SP-serien använder kraftigt förtjockade plattor är tvärgående stigning betydligt bredare än standard ANSI-varianter. Denna geometriska verklighet utgör en mycket kritisk installationsvariabel. Flertrådiga kedjehjul måste fräsas med mikrometernoggrannhet för att perfekt matcha detta utökade Pt-avstånd. Om vanliga kommersiella kedjehjul används kommer den geometriska missmatchningen att tvinga de tjocka innerplattorna att fysiskt kollidera med kuggflankerna. Detta förhindrar att rullarna sitter säkert i rothålan, vilket gör att hela enheten rullar farligt högt upp på evolventkurvan. Denna kraftiga asymmetriska belastning river omedelbart sönder innerplattorna, accelererar stiftskärning och krossar den tunga enheten fullständigt inom några timmars drift. Noggranna specifikationer från duplex- och triplextabellerna garanterar perfekt parallell kraftfördelning över hela drivlinan. Installation av dessa massiva matriser, särskilt triplexvarianterna, kräver strikt specialiserad hydraulisk pressutrustning för att montera huvudlänkarna utan att deformera de styva ytterplattorna.
| Kedja nr. | Stigning (P) mm | Rulldiameter | Inre bredd | Stiftdiameter | Stift L max | Tjocklek på plattan | Tvärgående (Pt) | Ult draghållfasthet kN | Vikt kg/m |
|---|---|---|---|---|---|---|---|---|---|
| Duplex (2-trådig) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3-trådig) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Tillämpad tribologi i miljöer med hög friktion
Att applicera tungt utvändigt fett på en industriell kraftöverföring som arbetar under sträva jordbruksförhållanden utgör inte mekanisk smörjning; det utgör miljöförorening. Tunga, klibbiga fetter misslyckas kategoriskt med att penetrera länkagets mikroskopiska inre spelrum. Istället fungerar de som en aggressiv magnet för luftburet kiseldioxiddamm, smuts och agnar från grödan, och bildar aktivt en mycket destruktiv slippasta direkt över lagerytorna. Denna slipande förening kommer snabbt att förstöra de karbonitrerade stålstiften, vilket artificiellt accelererar mekanisk förlängning oavsett den ökade plattjockleken.

För att maximera den driftsmässiga livslängden är exakt placering av elastohydrodynamisk vätska absolut nödvändig. Underhållspersonal måste deponera högviskösa, penetrerande syntetiska oljor specifikt i det mikroskopiska mellanrummet som finns mellan de inre och yttre sidoplattorna. Denna exakta kapillärverkan tvingar vätskan inåt och skapar den nödvändiga hydrodynamiska kilen direkt mellan det härdade stiftet och den solida kallextruderade bussningen. Vätskan separerar fysiskt metallytorna, dämpar omgivande kinetiska buller och avleder de intensiva friktionstemperaturerna som genereras under cykler med höga varvtal. Dessutom säkerställer applicering av vätska mellan innerplattan och den yttre rullen en jämn rotationsrörelse när rullen faller ner i navets rothålighet. För att garantera detta skydd från cykel noll använder alla SP-seriekedjor en fabriksmonterad varmsmörjningsprocess. Hela den monterade enheten är nedsänkt i uppvärmd, lågviskös slitageskyddsvätska. Värmen sänker vätskans viskositet, vilket säkerställer 100% mättnad av alla interna mikrospelar innan oljan svalnar och tjocknar, vilket effektivt tätar ute miljöfukt och oxidation. Vid utvärdering av en kraftig rullkedja, att verifiera närvaron av denna interna fabrikssmörjning är avgörande för att uppnå den angivna utmattningslivslängden.
Navkompatibilitet och kuggdynamik
SP-seriens enorma dragkraft ställer stränga krav på de mottagande roterande naven. Ett kritiskt underhållsfel inträffar när operatörer installerar en helt ny, mycket styv SP-länk över kraftigt slitna, krokiga kuggtänder. Förstå anatomin hos ett kedjehjul är avgörande för att förhindra snabb förstörelse. Ett högkvalitativt nav har en exakt CNC-fräst evolventkurva. När de solida rullarna faller ner i rothålan under massiv spänning, styr de härdade tänderna rullarna sömlöst utan aggressiv metall-mot-metall-glidning. Eftersom simplex SP-serien identiskt speglar dimensionshöljet för standard ANSI Heavy-länkage, förblir den helt kompatibel med standard ANSI enkeltrådiga kedjehjul vad gäller bredd och rullspel.

För att säkert hantera det massiva vridmomentet som SP-kedjan avger rekommenderar maskiningenjörer starkt att man använder kedjehjul med högfrekventa induktionshärdade tänder (som uppnår HRC 45-50). Denna exakta, riktade värmebehandling motstår dramatiskt den nötande friktionen från höghastighetsrullarna samtidigt som den avsiktligt bibehåller en duktil, mjukare kärna i kedjehjulskroppen för att absorbera oförutsägbara maskinvibrationer. Att använda ett helt nytt SP-länksystem med hög hållfasthet på kraftigt slitna kedjetänder kommer att tvinga den deformerade kugghjulsgeometrin att kraftfullt slipa bort den härdade ytan på de nya rullarna, vilket effektivt halverar livslängden på den nyinstallerade transmissionsuppgraderingen. Byt alltid ut de kuggade naven samtidigt när du uppgraderar till en SP-konfiguration för att säkerställa perfekt kinetisk harmoni över hela drivlinan. För flertrådskonfigurationer måste du uttryckligen specificera kedjehjul med fräsning och den utökade tvärgående stigningen för att förhindra katastrofala drivlinefel.
Högchockstillämpningsmiljöer
SP-seriens kompromisslösa draghållfasthet och extrema stöttålighet gör att den kan trivas i den absoluta toppen av tunga industriella miljöer i Asien och globalt. Dessa enheter är rigoröst specificerade som den sista utvägen för utrustning som utsätts för återkommande tunga stötbelastningar och mycket oförutsägbar miljöfriktion.
🚜 Jordflyttning och byggnation
Vid användning av massiva bandgående minilastare och grävmaskiner med grävmaskinsgrävare utsätts primärdrivningarna för våldsamma riktningsförändringar. De härdade tapparna i SP-serien motstår aktivt de enorma skjuvkrafter som genereras när ett band sätter sig mot berggrund eller tät lera.
🌾 Jordbruksskörd
Moderna foderbalpressar packar ensilage med hög fuktighet under enorma interna kammartryck. Den plötsliga, våldsamma vridmomentstoppen som genereras precis när balen är klar med kompressionen sträcker ut vanliga kommersiella drivenheter snabbt. SP-serien förhindrar detta.
🏗️ Tung logistik och stål
Flyttning av flera ton tunga råstockar, bearbetat konstruktionsstål eller tät ballast utsätter drivlinorna för kontinuerlig hög friktion. Standardlänkage får snabbt sina förbindningsstift att brytas. De härdade stiften och de kulblästrade plattorna motstår aktivt slipning.
ISO-certifierad tillverkningsinfrastruktur
Att uppnå en konsekvent och dokumenterbar ökning av draghållfastheten kräver en infrastruktur som är helt dedikerad till extrem metallurgisk vetenskap. På Korea Ever-Power Chain and Sprocket Co., Ltd arbetar våra kraftigt automatiserade produktionslinjer strikt under ISO9001- och API-certifieringar. Med avancerade CNC- och termiska bearbetningsstationer eliminerar vi systematiskt de strukturella inkonsekvenser som är inneboende i manuell mekanisk montering. Våra kontinuerliga nätbandsugnar tillämpar exakt och enhetlig värmebehandling över varje enskild stift och bussning, vilket maximerar ythårdheten mot nötande slitage.

Dessutom genomgår varje SP-kedja aggressiv hydraulisk förbelastning innan den går in i våra vakuumförpackningsstationer. Att bibehålla dimensionsstabilitet direkt ur lådan är kännetecknande för professionell industriell tillverkning. När en vanlig kommersiell drivning installeras nyligen börjar de mikrodefekter som kvarstår från stansnings- och monteringsprocesserna att fastna under den initiala motorbelastningen. Detta gör att hela enheten plötsligt förlängs under de första 48 timmarna av drift, vilket tvingar underhållsteam att stoppa produktionen för att justera mekaniska vantskruvar. Genom att fysiskt dra enheten till ungefär 30% av dess ultimata brottgräns på fabriksgolvet, monterar vi permanent de interna komponenterna, vilket garanterar en nollsträckningsstart när delen når din anläggning. Utan överdriven initial kedjesträckning upplever du betydligt mindre slitage på drivhjulen, vilket drastiskt ökar din driftstid och sänker de långsiktiga underhållskostnaderna. Finns i standard 10-fots lådor inklusive en anslutande huvudlänk, eller levereras i massiva 50-fots och 100-fots industriella rullar för kontinuerliga OEM-tillverkningslinjer.
Vanliga frågor om teknisk diagnostik
Vad avgör den fysiska utmattningsgränsen för ett kraftigt länkage? +
Varför är standard multiplexdrev inkompatibla med SP-serien? +
Kan jag reparera en trasig SP-multiplexenhet med hjälp av vanliga kopplingslänkar? +
Vid vilken specifik procentuell förlängning är utbyte obligatoriskt? +
Hur stark är 40HSP jämfört med standard ANSI 40? +
Verifierad feedback från industriella kunder
Teoretiska metallurgiska specifikationer valideras enbart genom extrem fältuthållighet. Den oredigerade tekniska feedbacken nedan kommer från anläggningschefer och OEM-tillverkare av tunga maskiner över hela den asiatiska industribasen som utför kontinuerliga operationer med högt vridmoment.
"Vi specificerar 100HSP uttryckligen för våra primära drivenheter för tunga grävmaskiner. De plötsliga riktningsförändringarna när man träffar berggrunden brukar bryta standardbultar direkt. De förtjockade plattorna i SP-serien absorberar den våldsamma kinetiska chocken utmärkt. Garantifelen för våra drivlinor sjönk kraftigt efter att vi integrerade dessa enheter."
"Genom att uppgradera de massiva kylbäddarna i stål till 160HSP-matrisen löstes våra problem med snedvridning i sidled helt. Den passar perfekt med våra tunga nav utan någon aggressiv slipning, och den fabriksmonterade förspänningen sparade våra tekniker dagar av initialt spänningsarbete."
"För de massiva rotationspressarna förlitar vi oss uteslutande på 80HSP. Den rena draghållfastheten som krävs för att komprimera vått ensilage får generiska eftermarknadsdelar att brytas av direkt. Denna specifika serie håller sin interna vakuumsmörjning tätt mot fältdammet, och de solida kallpressade rullarna splittras inte under den höga vridmomentbelastningen."
"Jag kör slumpmässiga destruktiva belastningstester på inkommande delar till vår monteringslinje. 120HSP-1-komponenterna matchar eller överträffar konsekvent den angivna draghållfastheten på 176,0 kN. De kulblästrade plattorna bekräftar synligt den högkvalitativa tillverkningsprocessen. Det är en mycket professionell mekanisk lösning för tunga applikationer."
Ytterligare information
| Redaktör | Cxm |
|---|
Relaterade produkter
-

SH-serien Rullkedjor | Höghållfasta, kraftiga, korta steg
-

Motorcykelkedja | 25 till 530H-serien – Standard, Tung och O-ring
-

Dubbelstegsväxelkedja (serie 208 till 232)
-
Precisionsrullkedjor med kort stigning i A-serien
-

12A-G2 Gummikedja med topprulle
-
B-serien kortstignings precisionsrullkedjor
-
Kraftig rulldrivkedja: Den kinetiska kärnan i kommersiella maskiner


























