Gjutjärnsdrev | DIN 8187 ISO 606

Koreas ständiga makt gjutjärnsdrev kedjeskydd serie 06B till 24B — alla tillverkade enligt DIN 8187 / ISO 606 dimensionsstandarder. Tandantal från 8Z till 125Z, med delningscirkeldiametrar från 33 mm upp till 505 mm, vilket gör detta till den bredaste serien av gjutjärnskedjehjul som finns tillgänglig för europeiska standarder. rullkedja tillämpningar i Korea och omgivande marknader.
Gjutjärnskedjehjul — DIN 8187 Europeisk standardserie
Gjutjärnsdrev tillverkade enligt DIN 8187 och ISO/R 606 är standarddrivkomponenten för rullkedjesystem med europeisk stigning inom en mängd olika industrisektorer. Gjutningsprocessen möjliggör kostnadseffektiv produktion av kedjehjul med större diameter och komplexa tandprofiler, medan de inneboende vibrationsdämpande egenskaperna hos grått gjutjärn gör dessa hjul väl lämpade för tillämpningar där bullerreducering och jämn kraftöverföring är viktigare än absolut viktminimering.
Korea Ever-Power producerar hela serierna 06B till 24B, med tandsteg från 9,525 mm (06B) till 38,1 mm (24B). Varje kedjehjul verifieras mot DIN 8187-tandgeometrin före leverans, och finbearbetning av hålet finns tillgänglig som standard glidhål eller maskinbearbetad enligt kundens ritning. Dessa är direktdimensionella ersättningar för kedjehjul från Tsubaki-, Renold- och KettenWulf-katalogerna för samma kedjeserie.
- ⚙Kedjeserie: 06B, 08B, 10B, 12B, 16B, 20B, 24B (DIN 8187 / ISO 606)
- ⚙Tandantal: 8Z till 125Z beroende på serie
- ⚙Diameter på delcirkel: 33 mm (8Z / 06B) till 505 mm (125Z / 081B)
- ⚙Material: grått gjutjärn GG20 / GG25; hålbehandling på begäran
Måttspecifikationer — 081B-1-serien (stigning 12,7 mm)
Platthjulsserien 081B-1 illustrerar standardmåttparametrarna för hela DIN 8187-serien av gjutjärnskedjehjul. Tabellen listar kuggantal (Z), spetsdiameter (de), delningscirkelns diameter (dp), och hålstorlek (D1) för varje tandantal från 8Z till 125Z. Angivna borrdiametrar är standardborrningar i lager — specialanpassade hål finns tillgängliga på begäran för alla tandantal.
Kedjereferens för denna serie: Stigning 12,7 mm · Invändig bredd 3,3 mm · Rulldiameter 7,75 mm · Tandradie r₃ = 13 mm · Tandbredd B₁ = 3 mm
| Z (Tänder) | de (mm) | dp (mm) | D1 Borrning (mm) |
|---|---|---|---|
| 8 | 37.2 | 33.18 | 8 |
| 9 | 41.5 | 37.13 | 8 |
| 10 | 46.2 | 41.10 | 8 |
| 11 | 49.6 | 45.07 | 8 |
| 12 | 53.9 | 49.07 | 8 |
| 13 | 58.4 | 53.06 | 8 |
| 14 | 62.8 | 57.07 | 8 |
| 15 | 66.8 | 61.09 | 8 |
| 16 | 70.9 | 65.10 | 8 |
| 17 | 74.9 | 69.11 | 8 |
| 18 | 78.9 | 73.14 | 8 |
| 19 | 82.9 | 77.16 | 8 |
| 20 | 86.9 | 81.19 | 8 |
| 21 | 91.0 | 85.22 | 8 |
| 22 | 95.0 | 89.24 | 10 |
| 23 | 99.0 | 93.27 | 10 |
| 24 | 103.0 | 97.29 | 10 |
| 25 | 107.1 | 101.33 | 10 |
| 26 | 111.2 | 105.36 | 12 |
| 27 | 115.4 | 109.40 | 12 |
| 28 | 119.4 | 113.42 | 12 |
| 29 | 123.4 | 117.46 | 12 |
| 30 | 127.5 | 121.50 | 12 |
| 32 | 135.5 | 129.56 | 12 |
| 35 | 147.6 | 141.68 | 12 |
| 38 | 159.8 | 153.80 | 16 |
| 40 | 167.8 | 161.87 | 16 |
| 45 | 187.5 | 182.07 | 16 |
| 50 | 207.8 | 202.26 | 20 |
| 57 | 236.1 | 230.54 | 20 |
| 60 | 248.2 | 242.66 | 20 |
| 70 | 289.0 | 283.07 | 25 |
| 80 | 329.4 | 323.48 | 25 |
| 90 | 369.9 | 363.90 | 25 |
| 100 | 410.3 | 404.31 | 25 |
| 114 | 466.9 | 460.90 | 25 |
| 120 | 491.2 | 485.16 | 25 |
| 125 | 511.4 | 505.37 | 25 |
Obs: Från Z=30 ökas plattans bredd (H=4 mm); från Z=90 ökas plattans bredd ytterligare (H=6 mm). Tabeller för fullständiga tandantal från Z=8 till Z=125 finns tillgängliga i komplett katalog — kontakta oss för fullständiga måttblad för varje specifik kedjeserie (06B till 24B).

Materialkvalitet och gjutningsprocess
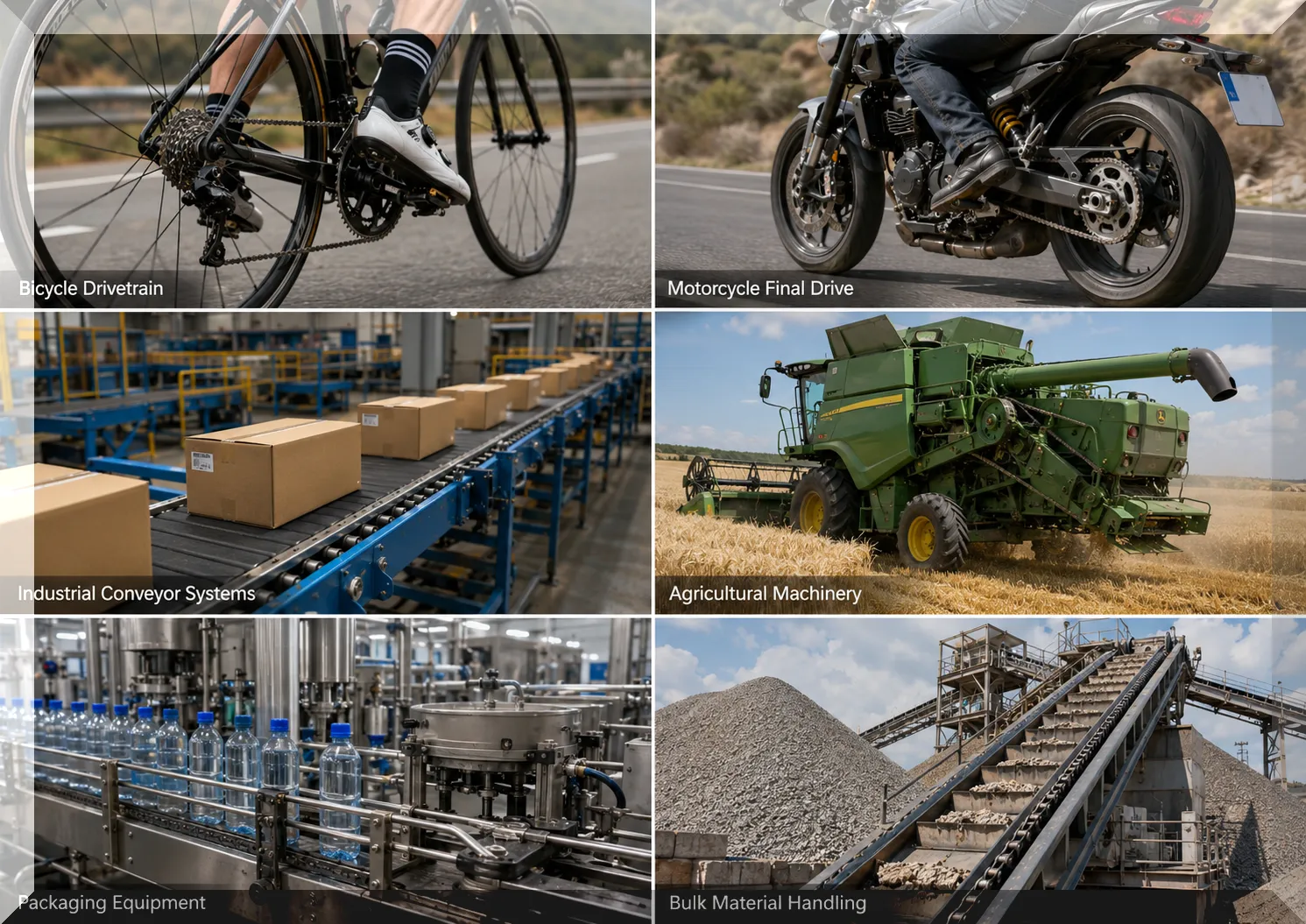
Valet av grått gjutjärn för kedjehjulsproduktion är inte bara ett kostnadsbeslut – det återspeglar specifika mekaniska egenskaper som är verkligt fördelaktiga i många kedjedriftstillämpningar. Grått gjutjärn (GG20 / GG25 enligt DIN EN 1561) innehåller grafitflingor i en perlitisk matris. Dessa grafitflingor fungerar som interna smörjmedelsreservoarer och, ännu viktigare, som vibrationsdämpande medel. I drivningar där kedje- och kedjehjulssystemet går med måttlig hastighet under cyklisk belastning – transportband, jordbruksmaskiner, förpackningsutrustning – minskar denna dämpningseffekt bulleröverföringen till den bärande ramstrukturen märkbart jämfört med stålkedjehjul.

Förstå tandgeometri och stigningscirkeldiameter
När du väljer ett gjutjärnsdrev är de två viktigaste måtten stigningen (som måste matcha din kedja) och stigcirkelns diameter (som avgör utväxlingen i kombination med det passande drevet). Stigcirkeln är den imaginära cirkeln längs vilken kedjehjulets mittpunkter färdas – den ligger mellan spets- och rotdiametern på drevkuggarna.

Utväxlingsförhållandet för en kedjedrift är helt enkelt förhållandet mellan kuggantal: i = z₂ / z₁, där z₁ är drivhjulet och z₂ är det drivna drevet. En 15-tandad drivning i kombination med en 45-tandad drivning ger en reduktion på 3:1. Utgående axelvarvtal = ingående varvtal ÷ 3; utgående vridmoment = ingående vridmoment × 3 (minus friktionsförluster, vanligtvis 1–3% per kedjehjulspar). För 081B-1-serien är formeln för delningscirkeldiametern: dp = p / sin(180°/z), där p = 12,7 mm stigning. Alla dp Värdena i tabellen ovan är härledda från denna formel.
För kedjedrift enligt DIN 8187 är det rekommenderade maximala antalet kuggar för det drivna kedjehjulet 114Z. Utöver detta blir kedjans förmåga att hantera den polygonala rörelseeffekten – den lilla hastighetsvariationen när varje länk griper in i en tand – svår att hantera vid normala driftshastigheter, vilket leder till accelererat slitage vid ingreppspunkten.
Användningsscenarier för DIN 8187 gjutjärnsdrev
Att välja rätt gjutjärnsdrev — viktiga parametrar
För att beställa rätt gjutjärnsdrev krävs det att man bekräftar fyra saker. Om något av dem är fel kommer drevet inte att fungera korrekt oavsett kvalitet:
- Kedjeserie (tonhöjd). Matcha kedjekedjans seriekod (06B, 08B, 10B etc.) direkt med kedjemarkeringarna på den befintliga kedjan. Stigningen är den enskilt viktigaste matchningsdimensionen – ett stigningsfel på 1 mm förhindrar att kedjedrevet ingriper i kedjan överhuvudtaget.
- Tandantal (Z). Bestäm det erforderliga utväxlingsförhållandet med hjälp av formeln i = z₂/z₁. För applikationer med låg hastighet och högt vridmoment är det vanligt med ett Z-tal på 45–90 för drivna kedjehjul. Högre kuggtal minskar polygoneffekten och kedjans ledvinkel, vilket förlänger kedjans livslängd.
- Borrdiameter. Mät axeldiametern exakt – använd ett digitalt skjutmått, inte en linjal. Standardhålen som anges i specifikationstabellen är det minsta tillgängliga hålet för varje tandantal. Om din axeldiameter överstiger det angivna hålet, ange ett specialborrning; vi bearbetar enligt kundens ritningar.
- Kilspår och ställskruv. De flesta industriella tillämpningar kräver ett kilspår som frästs i hålet plus en eller två gängade ställskruvar i navet. Ange nyckelmått (bredd × djup × längd) vid beställning. Standardmetriska nyckelstorlekar enligt DIN 6885 finns tillgängliga utan tillägg.
En regel som ofta förbises: det maximala rekommenderade antalet tänder på förare Kedjehjulet ligger runt 19–25Z för de flesta kedjedrev. Ett drivdrev med för många tänder löper med en mindre omslutningsvinkel och har färre tänder i kontakt samtidigt, vilket koncentrerar belastningen på ett litet antal tänder. Drivdrev slits snabbare än drivdrev – detta är normalt och förväntat i korrekt konstruerade kedjedrev.
Korea Ever-Power vs. europeiska gjutjärnsdrev
| Kriterier | Koreas ständiga makt | Europeiskt varumärke (Renold / KettenWulf) |
|---|---|---|
| Standardöverensstämmelse | DIN 8187 / ISO 606 verifierad | Samma DIN/ISO-bas |
| Material | GG20 / GG25 grått gjutjärn | GG20 / GG25 grått gjutjärn |
| Prispunkt | 25–45% under europeiska katalogpriser | Fullt europeiskt detaljhandelspris + importfrakt |
| Ledtid till Korea | Storlekar i lager inom 7–14 dagar | 3–6 veckor via europeisk distributör |
| Anpassad borrning | Tillgänglig, bearbetad enligt ritning | Tillgänglig, längre ledtid |
| Seriebevakning | 06B till 24B, Z=8 till Z=125 | 06B till 24B, Z-serien varierar beroende på lager |
Denna jämförelse är endast för kundreferens och produktval. Korea Ever-Power Chain and Sprocket Co., Ltd. är en oberoende tillverkare. Vi är inte anslutna till något av ovannämnda varumärken och producerar inte förfalskade produkter. Alla varumärken tillhör sina respektive ägare.
Matchande rullkedja för DIN 8187 kedjehjul

Varje kedjehjul i DIN 8187-serien är utformat för att paras ihop med motsvarande ISO 606 Europeisk standardrullkedjaKedjehjulets kugggeometri och toleranser för rulldiameter specificeras i samma standard, så det rekommenderas inte att blanda komponenter från DIN 8187-kedjor med kedjor som inte uppfyller ISO-standarden. Korea Ever-Power lagerför hela sortimentet av 06B till 24B simplex-, duplex- och triplexrullkedjor för att komplettera ditt drivsystem från en enda leverantör.
När du byter ut ett kedjehjul på en befintlig drivning, kontrollera alltid den motstående kedjan. En kedja som har förlängts mer än 2% av nominell längd kommer att ha förskjutits till en större effektiv stigning, och ett nytt kedjehjul som bearbetats till nominellt kuggavstånd kommer inte att gå i ingrepp korrekt. Kedjan och åtminstone det mindre (drivande) kedjehjulet bör alltid bytas ut tillsammans för tillförlitlig drift. För fullständig vägledning om kedje- och kedjehjulssystem, kedje- och kedjehjulssystem tekniska resurser finns tillgängliga för referens.
Varför Korea Ever-Power Chain and Sprocket
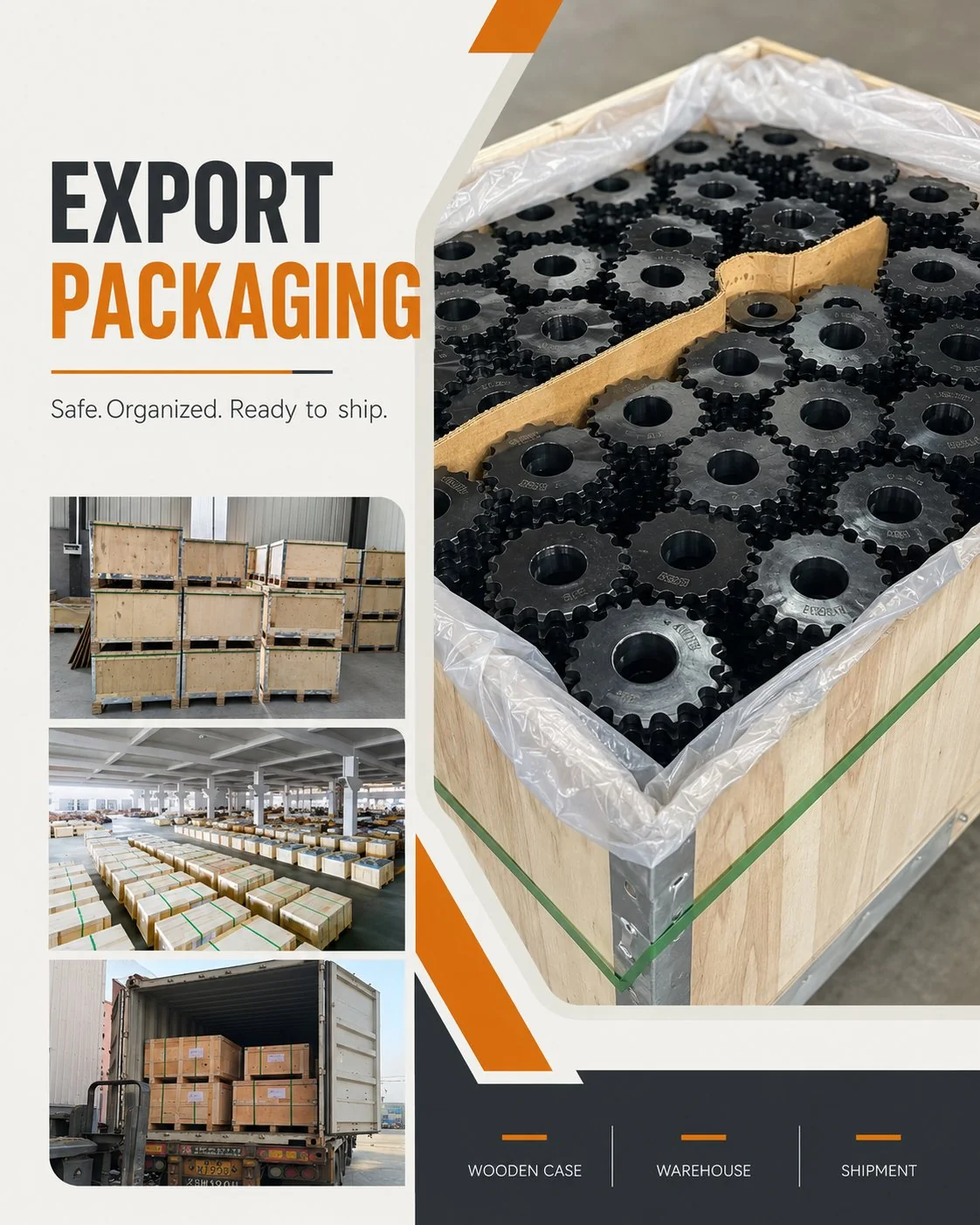
Korea Ever-Power Chain and Sprocket Co., Ltd. levererar hela DIN 8187-serien av gjutjärnskedjehjul med konsekvent dimensionell överensstämmelse, lagerförda i Korea för lokal leverans:

Vanliga frågor
Kundrecensioner
Verifierad feedback från kunder i Korea och omgivande marknader.
Jung Seok-won, underhållsingenjör, livsmedelsanläggning, Gyeonggi-do (2025)
"Vi bytte ut 14 transportbandsdrev i två produktionslinjer – alla i 16B-serien, 30Z och 45Z. Korea Ever-Power levererade dem med korrekt hål och kilspår enligt våra ritningar. Passformen var exakt på första försöket för varje kedjehjul. Ledtiden var nio dagar från beställning till leverans, vilket var viktigt eftersom vi hade ett planerat avstängningsfönster att arbeta inom."
Park Hyun-soo, distributör av jordbruksutrustning, Chungcheong-provinsen (sent 2024)
"Vi lagerför 12B- och 16B-kedjehjul som reservdelar till de jordbruksmaskiner vi servar. Vi har beställt från Korea Ever-Power i två säsonger nu. Gjutjärnskvaliteten är jämn – vi har inte haft några problem med sprucken tand eller hålkoncentricitet under den tiden. Prissättningen är tillräckligt konkurrenskraftig för att vi kan hålla mer säkerhetslager utan att binda upp för mycket kapital."
Oh Jae-min, produktionschef, Packaging Machinery Company, Incheon (kv1 2025)
"Våra förpackningslinjer kör 08B-drev med relativt låg hastighet men högt antal cykler – ungefär 18 timmar per dag. 08B-dreven i gjutjärn från Ever-Power har varit igång i cirka 11 månader utan problem med tandslitage. Vi använde tidigare europeiska kedjehjul till nästan dubbelt så hög enhetskostnad. Jag kan inte se någon prestandaskillnad för den här applikationen."
Kim Dong-il, inköpschef, tillverkare av industriell utrustning, Busan (2024)
"Vi beställde kedjehjul 06B och 10B i olika kuggantal till en ny transportörlinje som vi höll på att bygga. Den dimensionskontroll vi gjorde vid ankomsten visade att alla kedjehjul höll på att ligga inom de toleransintervall som vi specificerat enligt DIN 8187. Det tekniska teamet på Korea Ever-Power hjälpte oss att jämföra våra ursprungliga Renold-katalognummer för att bekräfta likvärdighet, vilket sparade oss tid på specifikationssidan."
Yoon Sang-hyeon, verkstadschef, textilfabrik, Daegu (tidigt 2025)
"Textilmaskiner här använder mestadels 06B- och 08B-kedjor i måttliga hastigheter. Gjutjärnsdreven passar applikationen bra och ljudnivån är märkbart lägre än när vi provade ståldrev för några år sedan. Korea Ever-Power har varit pålitliga i leveranserna och kvaliteten är vad vi behöver."
Ytterligare information
| Redaktör | Cxm |
|---|
Relaterade produkter
-

WR78/WH78 Svetsade stålkedjehjul | A-platta 7–20 tänder — Kolstål och QT400-härdat
-

Plastdrev | Nylatron, Acetal, Nylon — FDA-godkänd, självsmörjande, korrosionsfri
-

Löpdrev | Kullager, nållager, brons och icke-metalliska — Kedjestyrning och spännare
-

#240 Rullkedjehjul | A-platta B-nav C-nav – 10 till 60 tänder, 3-tums stigning
-

#180 Rullkedjedrev | A-platta B-nav C-nav – 11 till 60 tänder, SAE 1045
-

Rullkedjehjul | A-platta och B-nav – 18 till 72 tänder, SAE 1045 stål
-
Enkeltrådiga rullkedjedrev | A-platta B-nav C-nav konisk QD svetsbar
-

Platthjulsdrev 081B-1 | DIN 8187 ISO 606 – 8 till 125 tänder


























