SP-Serie Rollenkette | Schwer, kurze Teilung

Hergestellt gemäß den ANSI B29.1-Abmessungsnormen, SP-Serie Rollenkette Die kompakte Teilung der Standardkonfigurationen bleibt erhalten, während die inneren und äußeren Seitenplatten deutlich verstärkt werden. Durch die Verwendung der Plattenstärke der nächstgrößeren Teilung werden Zugfestigkeit und Dauerfestigkeit drastisch erhöht. Diese robuste Konstruktion verhindert aktiv plastische Dehnung und Bolzenscherung, ohne dass eine vollständige Neukonstruktion der rotierenden Naben erforderlich ist. Dadurch ist sie die optimale Wahl für Kompaktlader, schwere Landmaschinen und industrielle Anwendungen mit hoher Belastung.
Kinematische Physik: Die Architektur der SP-Serie
Maschinenbauingenieure stehen bei der Modernisierung von Nutzmaschinen häufig vor einem schwierigen räumlichen Dilemma: Der Antriebsmotor benötigt ein Getriebe, das massive Drehmomentspitzen bewältigen kann, aber die internen Abstände des Chassis lassen eine größere Teilung nicht zu. SP-Serie (Schwerlast, kurze Teilung) Rollenkette löst diesen technischen Engpass explizit.
Um die mechanische Überlegenheit der Heavy Short Pitch-Konstruktion vollständig zu verstehen, müssen Anlagenmanager die grundlegenden Prinzipien analysieren. Anatomie der Kette Mechanismen. Ein nach ANSI standardisiertes Gestänge basiert auf einem berechneten mathematischen Gleichgewicht zwischen Plattendicke, Bolzendurchmesser und Teilung. Im Einsatz in Erdbewegungsmaschinen oder schweren landwirtschaftlichen Ballenpressen ist das Getriebe ständig wiederkehrenden und heftigen Stoßbelastungen ausgesetzt. Eine Standard-Seitenplatte gibt unter diesen plötzlichen Spannungsspitzen nach. Diese plastische Verformung führt zu einer dauerhaften Verlängerung der Baugruppe und zerstört die mathematische Ausrichtung zum angetriebenen Zahnrad.
Eine häufig gestellte Frage von jungen Anlagenbedienern lautet: Was ist eine Kette und ein Kettenrad? In der industriellen Hochleistungstechnik stellt sie eine unnachgiebige kinetische Brücke dar, die die Motorleistung einwandfrei aufnehmen und übertragen muss. Die SP-Serie (häufig als HSP für High-Strength Short Pitch abgekürzt) verhindert aktiv plastische Verformung durch Vergrößerung des Stahlblechquerschnitts. In der Ingenieurphysik berechnet sich die Strukturspannung als Kraft geteilt durch Fläche. Durch den Einsatz dickerer Bleche wird der Querschnitt deutlich vergrößert, was die lokale Spannung im Metall bei starker Stoßbelastung direkt reduziert. Darüber hinaus ermöglicht die kurze Teilung, dass die Baugruppe während der Rotation gleichzeitig eine höhere Anzahl von Kettenradzähnen eingreift und die massiven Scherkräfte über einen größeren Nabenbogen verteilt. Im Vergleich zu einem Hochgeschwindigkeitsmotor Motorradkette & Ritzel Bei dieser Konfiguration gehen die technischen Prioritäten völlig auseinander; die SP-Serie verzichtet gänzlich auf seitliche Flexibilität und nutzt die gesamte metallurgische Struktur des 100% für reine Längszugkraft.
HSP-Engineering-Spezifikationsmatrix
Die nachfolgend dokumentierten empirischen Daten geben die von den ANSI-Spezifikationen vorgeschriebenen geometrischen Toleranzen genau an. Ingenieure müssen die Zugfestigkeit (Q min) sorgfältig anhand der maximalen Stoßbelastungen ihrer jeweiligen Ausrüstung bewerten. Die zulässige Betriebslast wird üblicherweise auf etwa ein Sechstel dieser maximalen Belastbarkeit ausgelegt. Darüber hinaus müssen Monteure die Blechdicke (T) und die maximale Bolzenlänge (L max) mit den vorhandenen Chassis-Führungen abgleichen.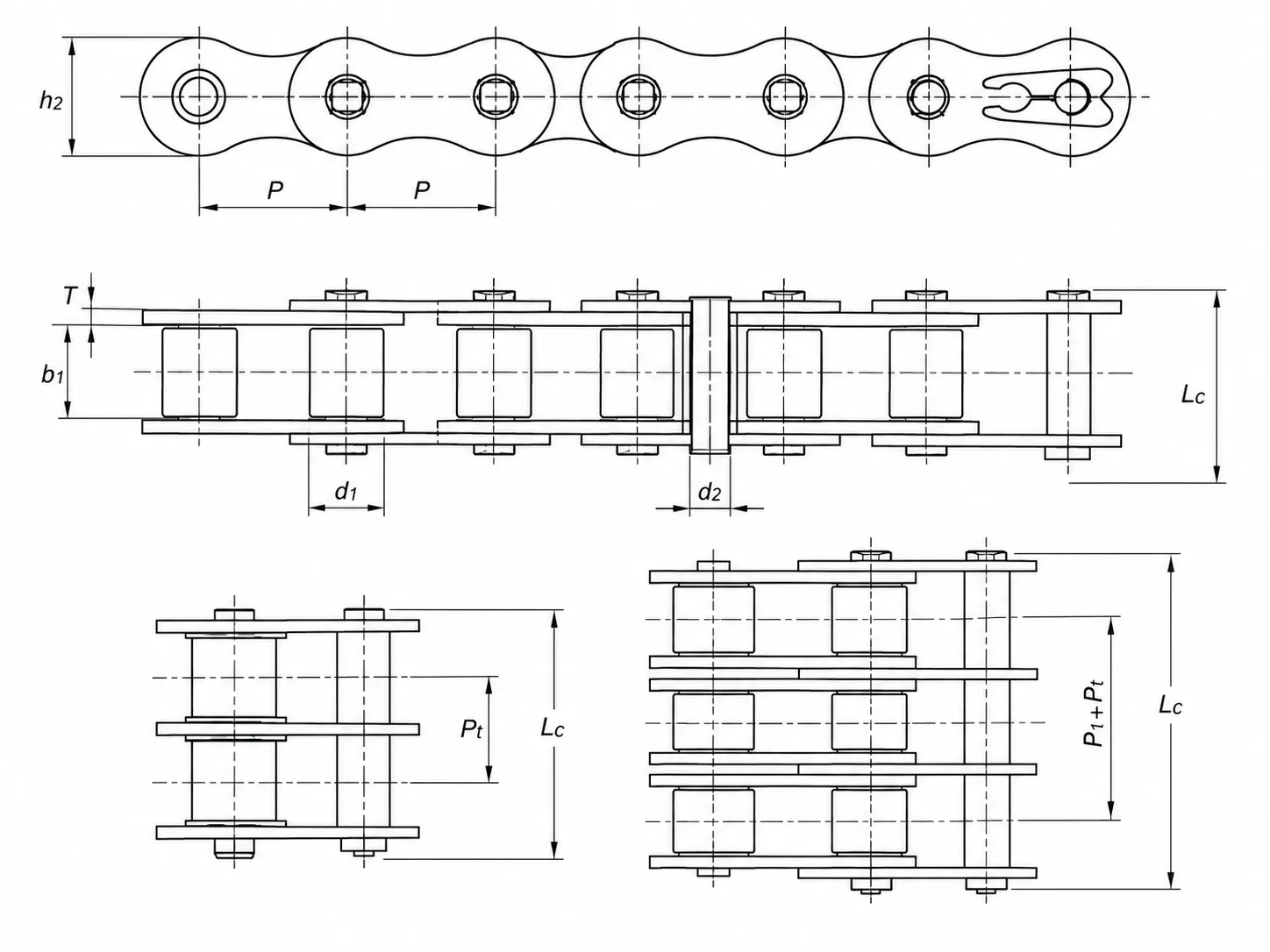
| Kettennummer | Teilung (P) mm | Walzendurchmesser | Innenbreite | Stiftdurchmesser | Pin L max | Pin Lc max | Plattentiefe | Plattendicke (T) | Ult Zugfestigkeit kN | Durchschnittliche Zugkraft kN | Gewicht kg/m |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simplex (1-Strang) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Metallurgie der internen Komponenten
Die funktionale Lebensdauer der SP-Serie wird durch ihre spezielle Metallurgie bestimmt. Es handelt sich um ein hochgradig synchronisiertes System aus unterschiedlichen Metallprofilen, die einwandfrei zusammenarbeiten.
Durchgehärtete Legierungsstifte
Anders als herkömmliche einsatzgehärtete Stifte – die eine harte Kruste, aber einen weichen Kern aufweisen – werden unsere Legierungsstifte vollständig über ihren Querschnitt thermisch behandelt. Dadurch entsteht ein gleichmäßiges, dichtes martensitisches Gefüge, das sowohl abrasivem Oberflächenverschleiß als auch plötzlichen Querscherkräften äußerst widersteht.
Nahtlose kaltgepresste Buchsen
Die massive Buchse dient als primäre innere Lagerfläche gegen den Bolzen und nimmt die von den äußeren Rollen übertragenen enormen Druckkräfte auf. Durch das Strangpressen aus kaltgewalztem Stahl werden jegliche mechanische Nähte vermieden, wodurch eine nahtlose Verschleißfestigkeit erreicht wird, die den inneren Schmierfilm schützt.
Kugelgestrahlte, verdickte Platten
Die verstärkten Stahlplatten werden mit Mikrokügelchen bei hohen Geschwindigkeiten beschossen. Dieses mechanische Kaltverformungsverfahren erzeugt eine tiefe Schicht vorteilhafter Druckeigenspannungen, die mikroskopische Stanzfehler abdichtet und das Auftreten von Ermüdungsrissen deutlich verzögert.
Querlaststreuung: Multiplex-Arrays
Wenn die Drehmomentanforderungen im kommerziellen Bereich die sichere Streckgrenze einer einsträngigen Anordnung deutlich überschreiten, erfordert die Maschinenbautechnik den Einsatz einer Multiplex-Anordnung. Die Duplex- (Doppelstrang-) und Triplex- (Dreifachstrang-) SP-Konfigurationen verbinden mehrere Reihen verdickter Seitenplatten mechanisch mittels länglicher, einsatzgehärteter Querbolzen. Durch die geometrische Verteilung der massiven Radialspannung auf zwei bzw. drei separate Lastaufnahmeebenen sinkt die Scherkraft pro Bolzen drastisch. Diese entscheidende Strukturverteilung verhindert ein explosionsartiges Versagen in unvorhersehbaren Umgebungen, wie beispielsweise in schweren Holzentrindungsmaschinen, Offshore-Bohranlagen und tonnenschweren Drehmischern.

Ein absolut entscheidender Parameter bei der Konstruktion von Multiplex-Kettenrädern ist die Querteilung (Pt). Dieser Parameter definiert präzise den exakten seitlichen Abstand zwischen den parallelen Rollenreihen von Achse zu Achse. Da die SP-Serie stark verdickte Platten verwendet, ist die Querteilung deutlich größer als bei Standard-ANSI-Varianten. Diese geometrische Gegebenheit stellt eine äußerst kritische Installationsvariable dar. Mehrsträngige Kettenräder müssen mit mikrometergenauer Präzision gefräst werden, um diesen vergrößerten Pt-Abstand exakt zu erreichen. Werden handelsübliche Standardkettenräder verwendet, führt die geometrische Fehlanpassung dazu, dass die dicken Innenplatten mit den Zahnflanken kollidieren. Dadurch können die Rollen nicht sicher im Zahnfuß sitzen, und die gesamte Baugruppe gerät gefährlich hoch auf der Evolventenkurve. Diese starke asymmetrische Belastung führt sofort zum Einreißen der Innenplatten, beschleunigt das Fressen der Bolzen und zerstört die hochbelastbare Baugruppe innerhalb weniger Betriebsstunden. Die genaue Spezifikation anhand der Duplex- und Triplex-Tabellen gewährleistet eine perfekte parallele Kraftverteilung im gesamten Antriebsstrang. Die Installation dieser massiven Anlagen, insbesondere der Triplex-Varianten, erfordert unbedingt spezielle hydraulische Pressanlagen, um die Hauptglieder zu montieren, ohne die starren Außenplatten zu verformen.
| Kettennummer | Teilung (P) mm | Walzendurchmesser | Innenbreite | Stiftdurchmesser | Pin L max | Plattendicke | Transversal (Pt) | Ult Zugfestigkeit kN | Gewicht kg/m |
|---|---|---|---|---|---|---|---|---|---|
| Doppelanschluss (2-Strang) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3-Strang) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Angewandte Tribologie in Umgebungen mit hoher Reibung
Das Auftragen von dickflüssigem Schmierfett auf ein industrielles Kraftübertragungsgetriebe unter abrasiven landwirtschaftlichen Bedingungen stellt keine mechanische Schmierung dar, sondern eine Umweltverschmutzung. Dickflüssige, klebrige Fette dringen nicht in die mikroskopisch kleinen Spalte des Getriebes ein. Stattdessen ziehen sie Quarzstaub, Schmutz und Spreu aus der Luft an und bilden direkt auf den Lagerflächen eine stark zerstörerische Schleifpaste. Diese abrasive Verbindung zerstört die carbonitrierten Stahlbolzen rasch und beschleunigt die mechanische Dehnung künstlich, unabhängig von der erhöhten Blechdicke.

Für maximale Lebensdauer ist die präzise Platzierung der elastohydrodynamischen Schmierflüssigkeit unerlässlich. Wartungsteams müssen hochviskose, tief eindringende Synthetiköle gezielt in den mikroskopisch kleinen Spalt zwischen den inneren und äußeren Seitenplatten einbringen. Durch die Kapillarwirkung wird die Flüssigkeit nach innen gedrückt und bildet so den notwendigen hydrodynamischen Keil direkt zwischen dem gehärteten Bolzen und der massiven, kaltgepressten Buchse. Die Flüssigkeit trennt die Metalloberflächen, reduziert Umgebungsgeräusche und leitet die hohen Reibungstemperaturen ab, die bei hohen Drehzahlen entstehen. Darüber hinaus gewährleistet die Schmierung zwischen der inneren Platte und der äußeren Rolle eine reibungslose Rotation, wenn die Rolle in die Nabenaufnahme gleitet. Um diesen Schutz vom ersten Zyklus an zu garantieren, werden alle Ketten der SP-Serie werkseitig feuergetrocknet. Die gesamte Einheit wird in erhitzte, niedrigviskose Verschleißschutzflüssigkeit getaucht. Die Hitze senkt die Viskosität der Flüssigkeit und sorgt so für eine vollständige Sättigung aller inneren Mikrospalte, bevor das Öl abkühlt und eindickt. Dadurch wird es effektiv vor Feuchtigkeit und Oxidation geschützt. Bei der Bewertung eines Hochleistungs-RollenketteDie Überprüfung des Vorhandenseins dieser internen Werksschmierung ist von entscheidender Bedeutung für das Erreichen der beworbenen Lebensdauer.
Nabenkompatibilität und Zahnraddynamik
Die enorme Zugkraft der SP-Serie stellt hohe Anforderungen an die aufnehmenden Drehnaben. Ein kritischer Wartungsfehler tritt auf, wenn Bediener ein brandneues, hochsteifes SP-Gestänge über stark abgenutzte, hakenförmige Zahnräder montieren. Das Verständnis der Anatomie eines Kettenrads Um einen schnellen Verschleiß zu verhindern, ist eine präzise CNC-gefräste Evolventenkurve unerlässlich. Beim Einsetzen der Vollrollen in die Nabenfußmulde unter hoher Spannung führen die gehärteten Zähne die Rollen reibungslos und ohne aggressive Metallreibung. Da die Simplex-SP-Serie die Abmessungen von Standard-ANSI-Heavy-Kettengetrieben exakt widerspiegelt, ist sie hinsichtlich Breite und Rollenspiel vollständig kompatibel mit Standard-ANSI-Einstrang-Kettenrädern.

Um die enormen Drehmomente der SP-Kette sicher zu bewältigen, empfehlen Maschinenbauingenieure dringend die Verwendung von Kettenrädern mit hochfrequenzinduktionsgehärteten Zähnen (HRC 45–50). Diese präzise Wärmebehandlung reduziert den Abrieb der Hochgeschwindigkeitsrollen erheblich und erhält gleichzeitig einen duktilen, weicheren Kern im Kettenradkörper, um unvorhersehbare Maschinenschwingungen zu absorbieren. Der Betrieb eines neuen, hochfesten SP-Antriebs mit stark verschlissenen Kettenradzähnen führt dazu, dass die verformte Zahnradgeometrie die gehärtete Oberfläche der neuen Rollen stark abschleift und die Lebensdauer des neu installierten Antriebsstrangs effektiv halbiert. Ersetzen Sie beim Umrüsten auf eine SP-Konfiguration immer gleichzeitig die Zahnradnaben, um eine optimale Kraftübertragung im gesamten Antriebsstrang zu gewährleisten. Bei mehrsträngigen Konfigurationen müssen Sie Kettenräder mit erweiterter Querteilung explizit spezifizieren, um einen katastrophalen Ausfall des Antriebsstrangs zu verhindern.
Anwendungsumgebungen mit hohen Stoßbelastungen
Die kompromisslose Zugfestigkeit und extreme Stoßfestigkeit der SP-Serie ermöglichen ihren Einsatz in anspruchsvollsten Industrieumgebungen in Asien und weltweit. Diese Baugruppen werden strengstens als letzte Option für Anlagen spezifiziert, die wiederholt hohen Stoßbelastungen und unvorhersehbarer Reibung ausgesetzt sind.
🚜 Erdbewegung & Bau
Der Betrieb von schweren Kettenladern und Grabenbaggern setzt die Hauptantriebe heftigen Richtungswechseln aus. Die gehärteten Bolzen der SP-Serie widerstehen aktiv den immensen Scherkräften, die entstehen, wenn eine Kette auf Fels oder dichten Lehm trifft.
🌾 Landwirtschaftliche Ernte
Moderne Futterballenpressen verdichten feuchtes Silagefutter unter enormem Kammerdruck. Der plötzliche, heftige Drehmomentstoß, der genau beim Abschluss der Ballenkompression entsteht, überdehnt herkömmliche Antriebe zügig. Die SP-Serie verhindert dies.
🏗️ Schwerlastlogistik & Stahl
Das Bewegen von tonnenschweren Rohstämmen, verarbeitetem Baustahl oder dichten Zuschlagstoffen setzt die Antriebsstränge einer ständigen, hohen Reibung aus. Standardmäßige Verbindungsstangen brechen schnell. Die gehärteten Bolzen und kugelgestrahlten Platten wirken dem abrasiven Fressen aktiv entgegen.
ISO-zertifizierte Fertigungsinfrastruktur
Um eine nachweisbare und kontinuierliche Steigerung der Zugfestigkeit zu erzielen, ist eine Infrastruktur erforderlich, die sich vollständig der Hochmetallurgie widmet. Bei Korea Ever-Power Chain and Sprocket Co., Ltd. arbeiten unsere hochautomatisierten Produktionslinien streng nach ISO 9001- und API-Zertifizierungen. Mit modernsten CNC- und Wärmebehandlungsanlagen eliminieren wir systematisch die bei der manuellen Montage üblichen strukturellen Ungenauigkeiten. Unsere Durchlauföfen mit Drahtgewebe sorgen für eine präzise und gleichmäßige Wärmebehandlung jedes einzelnen Bolzens und jeder Buchse und maximieren so die Oberflächenhärte gegen abrasiven Verschleiß.

Darüber hinaus wird jede SP-Kette vor dem Eintritt in unsere Vakuumverpackungsstationen einer intensiven hydraulischen Vorspannung unterzogen. Die Gewährleistung der Dimensionsstabilität direkt nach dem Auspacken ist das Markenzeichen professioneller Industriefertigung. Bei der Installation eines herkömmlichen Antriebs setzen sich die durch Stanz- und Montageprozesse entstandenen Mikrounregelmäßigkeiten unter der ersten Motorlast. Dies führt zu einer plötzlichen Dehnung der gesamten Baugruppe innerhalb der ersten 48 Betriebsstunden, wodurch Wartungsteams die Produktion unterbrechen und mechanische Spannschlösser nachjustieren müssen. Durch das manuelle Dehnen der Baugruppe bis zu einer maximalen Bruchlast von ca. 301 TP3T direkt im Werk setzen wir die internen Komponenten dauerhaft ein und garantieren so einen dehnungsfreien Start, sobald das Teil bei Ihnen eintrifft. Dank der geringeren anfänglichen Kettendehnung profitieren Sie von deutlich weniger Verschleiß an den Antriebsritzeln, was Ihre Betriebszeit drastisch erhöht und die langfristigen Wartungskosten senkt. Erhältlich in Standardkartons (3 m) inklusive eines Verbindungsglieds oder auf massiven 15-m- und 30-m-Industriespulen für kontinuierliche OEM-Fertigungslinien.
Häufig gestellte Fragen zur technischen Diagnostik
Wodurch wird die physikalische Ermüdungsgrenze eines hochbelasteten Verbindungsglieds bestimmt? +
Warum sind Standard-Multiplex-Kettenräder mit der SP-Serie inkompatibel? +
Kann ich eine defekte SP-Multiplexbaugruppe mit Standard-Verbindungsgliedern reparieren? +
Ab welchem Dehnungsgrad ist ein Austausch vorgeschrieben? +
Wie stark ist 40HSP im Vergleich zu Standard ANSI 40? +
Verifiziertes Feedback von Industriekunden
Theoretische metallurgische Spezifikationen werden ausschließlich durch extreme Feldbelastung validiert. Das nachfolgende, ungekürzte technische Feedback stammt von Anlagenleitern und Herstellern von Schwermaschinen in der asiatischen Industrie, die im Dauerbetrieb hohe Drehmomente einsetzen.
„Wir verwenden den 100HSP speziell für die Primärantriebe unserer Schwerlast-Grabenfräsen. Die plötzlichen Richtungsänderungen beim Auftreffen auf Felsgestein führen normalerweise zum sofortigen Abscheren herkömmlicher Bolzen. Die verdickten Platten dieser SP-Serie absorbieren diesen heftigen kinetischen Stoß hervorragend. Unsere Ausfallraten im Rahmen der Antriebsgarantie sind nach der Integration dieser Einheiten drastisch gesunken.“
„Durch die Umrüstung der massiven Kühlkörper aus Stahlblöcken auf die 160HSP-Anordnung konnten unsere Probleme mit der seitlichen Schrägstellung vollständig behoben werden. Sie passen perfekt zu unseren schweren Naben, ohne dass aggressives Schleifen erforderlich ist, und die werkseitige Vorspannung ersparte unseren Technikern tagelange anfängliche Spannarbeit.“
„Bei unseren großen Rotationsballenpressen setzen wir ausschließlich auf die 80HSP. Die enorme Zugfestigkeit, die zum Komprimieren von nassem Silagematerial erforderlich ist, lässt herkömmliche Ersatzteile sofort brechen. Diese spezielle Baureihe hält ihre interne Vakuumschmierung zuverlässig gegen Staub auf dem Feld, und die massiven, kaltgepressten Walzen brechen auch unter der hohen Drehmomentbelastung nicht.“
„Ich führe stichprobenartige, zerstörende Belastungstests an eingehenden Teilechargen für unsere Montagelinie durch. Die Komponenten des Typs 120HSP-1 erreichen oder übertreffen durchweg die angegebene Zugfestigkeit von 176,0 kN. Die kugelgestrahlten Platten bestätigen sichtbar den hochwertigen Fertigungsprozess. Es handelt sich um eine hochprofessionelle mechanische Lösung für anspruchsvolle Anwendungen.“
Zusätzliche Informationen
| Editor | Cxm |
|---|
Ähnliche Produkte
-

SH-Serie Rollenketten | Hochfeste, robuste Kurzketten für hohe Beanspruchung
-

Motorrad-Antriebskette | Serie 25 bis 530H – Standard, Heavy & O-Ring
-

Doppelte Teilungs-Antriebskette (Serie 208 bis 232)
-
Präzisionsrollenketten der Serie A mit kurzer Teilung
-

12A-G2 Gummi-Oberrollenkette
-
Präzisionsrollenketten der Serie B mit kurzer Teilung
-
Hochleistungs-Rollenantriebskette: Das kinetische Herzstück von Industriemaschinen


























