SP-seeria rullkett | Raske lühike samm

Valmistatud rangelt vastavalt ANSI B29.1 mõõtmete standarditele SP-seeria rullkett Säilitab standardkonfiguratsioonide kompaktse sammupikkuse, suurendades samal ajal oluliselt sisemist ja välimist külgplaati. Kasutades ära järgmise suurema sammusuuruse plaadipaksust, mitmekordistab see mehhanism drastiliselt lõplikku tõmbetugevust ja tsüklilist väsimuskindlust. See vastupidav arhitektuur hoiab aktiivselt ära plastilise pikenemise ja tihvtide nihke, ilma et oleks vaja masina pöörlevaid rumme täielikult ümber kujundada, muutes selle esmaklassiliseks valikuks liugroolijate, raskete põllumajandusmasinate ja suure löögikoormusega tööstusrakenduste jaoks.
Kinemaatiline füüsika: SP-seeria arhitektuur
Kommertsmasinate uuendamisel seisavad mehaanikainsenerid sageli silmitsi range ruumilise dilemmaga: jõuallikas vajab käigukasti, mis on võimeline toime tulema tohutute pöördemomendi hüpetega, kuid sisemised šassii vahed ei suuda füüsiliselt mahutada suuremat mõõtmete sammu. SP-seeria (raske lühikese sammuga) rullkett lahendab selle inseneritöö kitsaskoha selgesõnaliselt.
Heavy Short Pitch disaini mehaanilise paremuse täielikuks mõistmiseks peavad rajatise haldajad analüüsima põhilisi keti anatoomia mehhanismid. Standardne ANSI hoovastik tugineb arvutatud matemaatilisele tasakaalule plaadi paksuse, tihvti läbimõõdu ja sammu pikkuse vahel. Pinnase teisaldamisel kasutatavates liugrooturites või rasketes põllumajanduslikes balerites on käigukast pidevalt korduvate ja tugevate löökkoormuste all. Standardne külgplaat annab nende järskude pingekõikumiste all füüsiliselt järele. See plastiline deformatsioon pikendab konstruktsiooni jäädavalt, rikkudes matemaatilise joonduse vedava hammasrattaga.
Nooremate tehaseoperaatorite sagedane küsimus on: Mis on kett ja ketiratas? Tööstuslikus suure koormuse tingimustes on see paindumatu kineetiline sild, mis peab mootori hobujõude veatult neelama ja üle kandma. SP-seeria (sageli indekseeritakse kui HSP, mis tähendab suure tugevusega lühikest sammu) hoiab aktiivselt ära plastilist deformatsiooni, suurendades terasplaatide ristlõikepinda. Insenerifüüsikas arvutatakse konstruktsioonipinget jõu jagamisel pindalaga. Paksemate plaatide kasutamisel suureneb ristlõikepindala märkimisväärselt, mis vähendab otseselt metallile suure löögikoormuse ajal tekkivat lokaliseeritud pinget. Lisaks võimaldab lühikese sammu mõõtme säilitamine agregaadil pöörlemise ajal samaaegselt haakida suurema hulga ketiratta hammastega, jaotades massiivsed nihkejõud rummu laiemale kaarepinnale. Kui võrrelda neid jäiku tööstuslikke jõuülekandeid kiirete... mootorratta kett ja ketiratas konfiguratsioonis lähevad inseneriprioriteedid täielikult lahku; SP-seeria loobub külgmisest paindumisest täielikult, pühendades oma metallurgilise struktuuri 100% toorele pikisuunalisele tõmbejõule.
HSP insenerispetsifikatsiooni maatriks
Allpool dokumenteeritud empiirilised andmed kirjeldavad rangelt ANSI spetsifikatsioonides sätestatud geomeetrilisi vahesid. Insenerid peavad rangelt hindama maksimaalset tõmbetugevust (Q min) oma konkreetse seadme tekitatud maksimaalsete löökkoormuste suhtes. Ohutu töökoormus on tavaliselt projekteeritud umbes kuuendiku ulatuses sellest maksimaalsest kandevõimest. Lisaks peavad saeveskid kontrollima plaadi paksust (T) ja maksimaalset tihvti pikkust (L max) oma olemasolevate šassiijuhikute suhtes.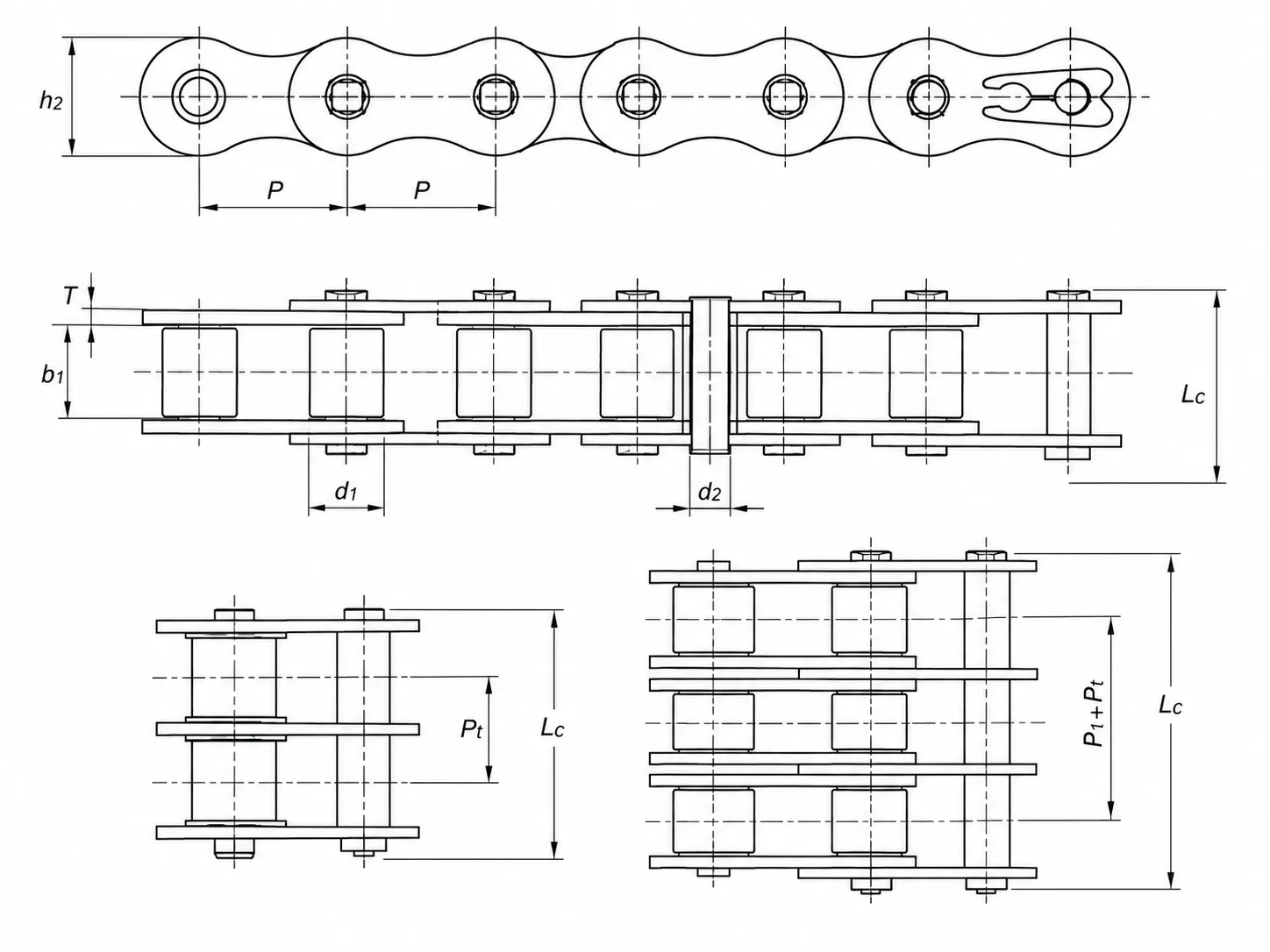
| Keti nr. | Samm (P) mm | Rulldiameeter | Sisemine laius | Pin Dia | Pin L max | Pin Lc max | Plaadi sügavus | Plaadi paksus (T) | Tõmbetugevus kN | Keskmine tõmbetugevus kN | Kaal kg/m² |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simpleks (1-ahelaline) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
Sisemiste komponentide metallurgia
SP-seeria funktsionaalse eluea määrab selle diskreetne metallurgia. See on kõrgelt sünkroniseeritud süsteem, mis koosneb erinevatest metallprofiilidest, mis toimivad laitmatult koos.
Läbikarastatud sulamist tihvtid
Erinevalt tavalistest karastatud tihvtidest, millel on kõva koorik, kuid pehme südamik, töödeldakse meie sulamist tihvte termiliselt kogu ristlõike ulatuses. Selle tulemusel saadakse ühtlane ja tihe martensiitne struktuur, mis peab tugevalt vastu nii abrasiivsele pinnakulumisele kui ka äkilistele põikisuunalistele nihkejõududele.
Õmblusteta külmpressitud puksid
Toimides tihvti vastu toetuva peamise sisemise tugipinnana, neelab tahke puks välimistelt rullidelt ülekanduvad tohutud survejõud. Nende külmast terasest väljapressimine välistab täielikult füüsilised õmblused, pakkudes sujuvat kulumiskindlust, mis kaitseb sisemist määrdekilet.
Haavelpuhastatud paksendatud plaadid
Tugevdatud terasplaate pommitatakse agressiivselt suure kiirusega mikrosfääridega. See mehaaniline külmtöötlusprotsess tekitab paksu kasuliku jääksurvepinge kihi, mis sulgeb mikroskoopilised stantsdefektid ja lükkab oluliselt edasi väsimuspragunemise teket.
Ristkoormuse hajumine: multipleksmassiivid
Kui kommertslikud pöördemomendi nõuded ületavad täielikult ühekiulise konstruktsiooni ohutu voolavuspiiri, dikteerib masinaehitus ülemineku mitmekiulise massiivi kasutamisele. Dupleks- (kahekiuline) ja tripleks- (kolmekiuline) SP-konfiguratsioonid ühendavad mehaaniliselt mitu rida paksendatud külgplaate piklike, karastatud risttihvtide abil. Massiivse radiaalpinge geomeetrilise jaotamise abil kahe või kolme erineva koormust kandva tasapinna vahel langeb tihvti kohta tekkiv nihkejõud dramaatiliselt. See kriitiline konstruktsiooniline jaotus hoiab ära plahvatusliku purunemise ettearvamatutes keskkondades, näiteks raskete saematerjali koorimismasinate, avamere puurmasinate ja mitmetonniste pöördsegistite puhul.

Mitmekordse disaini puhul on ülioluline parameeter põiklasamm (Pt). See parameeter määrab täpselt paralleelsete rullide ridade vahelise täpse keskjoone vahelise külgkauguse. Kuna SP-seeria kasutab tugevalt paksendatud plaate, on põiklasamm oluliselt laiem kui standardsetel ANSI variantidel. See geomeetriline reaalsus on paigaldusmuutuja, mis on äärmiselt oluline. Mitmekiulised ketirattad tuleb freesida mikromeetri täpsusega, et need sobiksid ideaalselt selle laiendatud Pt-vahega. Kui kasutatakse standardseid kaubanduslikke ketirattaid, sunnib geomeetriline ebakõla paksud sisemised plaadid füüsiliselt hambakülgedega kokku põrkama. See takistab rullikutel kindlalt hambajuureõõnsuses istuda, põhjustades kogu komplekti ohtlikku tõusu evolventkõveral. See tugev asümmeetriline koormus rebib koheselt sisemised plaadid, kiirendab tihvtide kulumist ja purustab raskeveokite komplekti täielikult mõne tunni jooksul pärast töötamist. Dupleks- ja triplekstabelite täpne spetsifikatsioon tagab täiusliku paralleelse jõujaotuse kogu jõuülekande ulatuses. Nende massiivsete massiivide, eriti tripleksvariantide paigaldamine nõuab rangelt spetsiaalset hüdraulilist pressimisseadet, et kokku panna põhilülid ilma jäikade välisplaatide moonutamata.
| Keti nr. | Samm (P) mm | Rulldiameeter | Sisemine laius | Pin Dia | Pin L max | Plaadi paks | Põikisuunaline (Pt) | Tõmbetugevus kN | Kaal kg/m² |
|---|---|---|---|---|---|---|---|---|---|
| Dupleks (2-ahelaline) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3-ahelaline) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Rakenduslik triboloogia suure hõõrdumisega keskkondades
Tugeva välismäärde pealekandmine abrasiivsetes põllumajandustingimustes töötavale tööstuslikule jõuülekandele ei ole mehaaniline määrimine, vaid keskkonna saastamine. Rasked ja kleepuvad määrded ei tungi absoluutselt läbi hoovastiku mikroskoopiliste sisemiste lõtkude. Selle asemel toimivad nad õhus leviva ränidioksiiditolmu, mustuse ja viljaterade abrasiivse magnetina, moodustades aktiivselt väga hävitava lihvimispasta otse laagripindadele. See abrasiivne segu hävitab kiiresti süsiniknitriiditud terastihvtid, kiirendades kunstlikult mehaanilist pikenemist olenemata plaadi paksusest.

Tööea maksimeerimiseks on täpne elastohüdrodünaamilise vedeliku paigutamine ülioluline. Hooldusmeeskonnad peavad kandma kõrge viskoossusega, läbitungivaid sünteetilisi õlisid spetsiaalselt sisemise ja välimise külgplaadi vahel olevasse mikroskoopilisse tühimikku. See täpne kapillaarne toime surub vedeliku sissepoole, luues vajaliku hüdrodünaamilise kiilu otse karastatud tihvti ja tahke külmpressitud puksi vahele. Vedelik eraldab füüsiliselt metallpinnad, summutab ümbritsevat kineetilist müra ja hajutab kõrge pöörlemiskiirusega tsüklite ajal tekkivad intensiivsed hõõrdetemperatuurid. Lisaks tagab vedeliku kandmine sisemise plaadi ja välise rulli vahele sujuva pöörlemise, kui rull langeb rummu juureõõnde. Selle kaitse tagamiseks nulltsükli eest kasutavad kõik SP-seeria ketid tehase kuummäärimisprotsessi. Kogu kokkupandud üksus sukeldatakse kuumutatud madala viskoossusega kulumisvastasesse vedelikku. Kuumus vähendab vedeliku viskoossust, tagades kõigi sisemiste mikrovahede 100% küllastumise enne õli jahtumist ja paksenemist, sulgedes tõhusalt keskkonna niiskuse ja oksüdeerumise. raskeveokite rullkettSelle tehasesisese määrde olemasolu kontrollimine on reklaamitud väsimuse eluea saavutamiseks ülioluline.
Rummude ühilduvus ja hammaste dünaamika
SP-seeria tohutu veojõud dikteerib vastuvõtvatele pöörlevatele rummude ranged nõuded. Kriitiline hooldustõrge tekib siis, kui operaatorid paigaldavad tugevalt kulunud ja konksuga hammasrataste peale täiesti uue ja väga jäiga SP-hoovastiku. ketiratta anatoomia on oluline kiire hävimise vältimiseks. Kvaliteetsel rummul on täpselt CNC-töödeldud evolventkõver. Kui massiivsed rullid langevad massiivse pinge all juureõõnsusse, juhivad karastatud hambad rullikuid sujuvalt ilma agressiivse metall-metalli libisemiseta. Kuna simplex SP-seeria peegeldab identselt standardsete ANSI Heavy hoobade mõõtmete piirjoont, on see laiuse ja rullide kliirensi osas täielikult ühilduv standardsete ANSI üheahelaliste ketiratastega.

SP-keti poolt väljundava tohutu pöördemomendi ohutuks käsitlemiseks soovitavad mehaanikainsenerid tungivalt kasutada kõrgsageduslikult induktsioonkarastatud hammastega ketirattaid (saavutades HRC 45–50). See täpne ja sihipärane termiline töötlus peab märkimisväärselt vastu kiirete rullikute abrasiivsele hõõrdumisele, säilitades samal ajal ketiratta korpuses tahtlikult painduva ja pehmema südamiku, et absorbeerida ettearvamatuid masina vibratsioone. Uue ja suure tõmbetugevusega SP-hoovastiku kasutamine tugevalt kulunud ketiratta hammastel sunnib deformeerunud hammasratta geomeetriat uute rullikute karastatud pinda jõuliselt maha lihvima, lühendades äsja paigaldatud käigukasti eluiga poole võrra. SP-konfiguratsioonile üleminekul vahetage alati samaaegselt ka hammasrattad, et tagada kogu jõuülekande täiuslik kineetiline harmoonia. Mitmehambaliste konfiguratsioonide puhul peate selgelt määrama laiendatud põikse sammuga freesitud ketirattad, et vältida jõuülekande katastroofilisi rikkeid.
Suure löögikoormusega rakenduskeskkonnad
SP-seeria kompromissitu tõmbetugevus ja äärmuslik löögikindlus võimaldavad sellel edeneda raskete tööstuskeskkondade absoluutses tipus nii Aasias kui ka kogu maailmas. Need sõlmed on rangelt spetsifikatsioonitud kui viimase abinõu komponendid seadmetele, mis puutuvad kokku korduvate suurte löökkoormuste ja väga ettearvamatu keskkonnahõõrdumisega.
🚜 Pinnase teisaldamine ja ehitus
Massiivsete roomiktraktorite ja kraavikaevamismasinate käitamine altid primaarajamid äkilistele suunamuutustele. SP-seeria karastatud tihvtid peavad aktiivselt vastu tohututele nihkejõududele, mis tekivad roomiku kinnitumisel aluspõhjakivimi või tiheda savi vastu.
🌾 Põllumajanduslik koristus
Kaasaegsed söödapressid pakivad suure niiskusesisaldusega silo tohutu sisekambrirõhu all. Järsk ja tugev pöördemomendi tõus, mis tekib täpselt siis, kui rulooni kokkusurumine lõpeb, venitab standardseid kommertskasutusega masinaid kiiresti. SP-seeria hoiab selle ära.
🏗️ Raske logistika ja teras
Mitmetonniste toorpalkide, töödeldud konstruktsiooniterase või tihedate täitematerjalide liigutamine allutab jõuülekanded pidevale suurele hõõrdetakistusele. Standardsed ühendused klõpsavad kiiresti oma ühendustihvtid. Karastatud tihvtid ja haaveldatud plaadid on aktiivselt abrasiivsele kulumisele vastu.
ISO sertifitseeritud tootmisinfrastruktuur
Lõpliku tõmbetugevuse järjepideva ja dokumenteeritava suurenemise saavutamiseks on vaja infrastruktuuri, mis on täielikult pühendatud ekstreemsele metallurgiateadusele. Korea Ever-Power Chain and Sprocket Co., Ltd-s töötavad meie suuresti automatiseeritud tootmisliinid rangelt ISO9001 ja API sertifikaatide alusel. Täiustatud CNC ja termilise töötlusjaamade abil kõrvaldame süstemaatiliselt käsitsi mehaanilise montaažiga kaasnevad konstruktsioonilised ebakõlad. Meie pideva võrguga ahjud rakendavad igale tihvtile ja puksile täpset ja ühtlast kuumtöötlust, maksimeerides pinna kõvadust abrasiivse kulumise vastu.

Lisaks läbib iga SP-kett enne meie vaakumpakendamisjaamadesse sisenemist agressiivse hüdraulilise eelkoormuse. Mõõtmete stabiilsuse säilitamine kohe karbist võttes on professionaalse tööstusliku tootmise tunnusjoon. Kui tavaline kommertsajam on äsja paigaldatud, hakkavad stantsimis- ja montaažiprotsessidest jäänud mikrodefektid mootori esialgse koormuse all paigalduma. See põhjustab kogu sõlme esimese 48 töötunni jooksul järsu pikenemise, sundides hooldusmeeskondi tootmise peatama, et mehaanilisi pingutuspolte reguleerida. Tõmmates sõlme tehasepõrandal füüsiliselt umbes 30%-ni selle maksimaalsest katkestuspiirist, paigaldame sisemised komponendid püsivalt, tagades nullvenitusega käivituse, kui detail teie rajatisse jõuab. Ilma liigse esialgse keti venituseta on ajami ketirataste kulumine oluliselt väiksem, mis suurendab oluliselt teie tööaega ja vähendab pikaajalisi hoolduskulusid. Saadaval standardsetes 10-jalastes kastides, mis sisaldavad ühte ühenduslüli, või tarnitakse massiivsetes 50- ja 100-jalastes tööstusrullides pidevate OEM-tootmisliinide jaoks.
Inseneri diagnostika KKK
Mis määrab raskeveokite hoovastiku füüsilise väsimuspiiri? +
Miks ei ühildu tavalised multiplekshammasrattad SP-seeriaga? +
Kas ma saan katkise SP multiplekskomplekti parandada standardsete ühenduslülide abil? +
Millise konkreetse pikenemise protsendi juures on asendamine kohustuslik? +
Kui tugev on 40HSP võrreldes tavalise ANSI 40-ga? +
Kontrollitud tööstusklientide tagasiside
Teoreetilisi metallurgilisi spetsifikatsioone valideeritakse üksnes äärmusliku välistingimustes vastupidavuse abil. Allolev toimetamata tehniline tagasiside pärineb tehasedirektoritelt ja rasketehnika originaalseadmete tootjatelt kogu Aasia tööstusbaasis, kes teostavad pidevalt suure pöördemomendiga toiminguid.
„Meie raskete kaevikumasinate primaarajamite jaoks on spetsiaalselt ette nähtud 100HSP. Järsud suunamuutused aluskivimiga kokkupõrkel lõhuvad standardseid tihvte tavaliselt koheselt. Selle SP-seeria paksendatud plaadid neelavad selle tugeva kineetilise löögi suurepäraselt. Meie jõuülekande garantii rikete määr langes pärast nende üksuste integreerimist järsult.“
„Massiivsete terasest toorikutest jahutusvoodite uuendamine 160HSP massiiviks lahendas meie külgkalde probleemid täielikult. See sobib ideaalselt meie raskete rummudega ilma igasuguse agressiivse lihvimiseta ja tehase eelpingutus säästis meie tehnikutele päevi esialgsest pingutustööst.“
„Suurepäraste pöördpresside puhul loodame ainult 80HSP mudelile. Märja silo kokkusurumiseks vajalik tõmbetugevus purustab koheselt üldised järelturu osad. See konkreetne seeria hoiab oma sisemise vaakummäärimise tihedalt põllutolmu vastu ja tahked külmpressitud rullid ei purune suure pöördemomendi koormuse all.“
„Viin meie konveieri saabuvate osade partiidega läbi juhuslikke purustavaid koormuskatseid. 120HSP-1 komponendid vastavad pidevalt deklareeritud tõmbetugevusele 176,0 kN või ületavad seda. Haaveldatud plaadid kinnitavad nähtavalt kõrgekvaliteedilist tootmisprotsessi. See on väga professionaalne mehaaniline lahendus rasketeks rakendusteks.“
Lisainfo
| Toimetaja | Cxm |
|---|
Seotud tooted
-

SH-seeria rullketid | Suure tugevusega ja raskeveokite lühikese sammuga
-

Mootorratta veokett | Seeria 25 kuni 530H – standardne, raske ja O-rõngaga
-

Topeltsammuga ülekandekett (seeria 208 kuni 232)
-
A-seeria lühikese sammuga täppisrullketid
-

12A-G2 kummist ülemise rullketiga
-
B-seeria lühikese sammuga täppisrullketid
-
Raskeveokite rull-ajamikett: kommertsmasinate kineetiline tuum


























