SP Serisi Makaralı Zincir | Ağır Hizmet Tipi Kısa Adımlı

ANSI B29.1 boyut standartlarına sıkı sıkıya uygun olarak üretilmiştir. SP serisi makaralı zincir Standart konfigürasyonların kompakt hatve uzunluğunu korurken, iç ve dış yan plakaları önemli ölçüde güçlendirir. Bir sonraki daha büyük hatve boyutunun plaka kalınlığını kullanarak, bu mekanizma nihai çekme dayanımını ve döngüsel yorulma direncini önemli ölçüde artırır. Bu sağlam mimari, makinenin dönen göbeklerinin tamamen yeniden tasarlanmasını gerektirmeden plastik uzamayı ve pim kırılmasını aktif olarak önler; bu da onu mini yükleyiciler, ağır tarım ekipmanları ve yüksek darbe gerektiren endüstriyel uygulamalar için en iyi seçenek haline getirir.
Kinematik Fizik: SP Serisi Mimarisi
Makine mühendisleri, ticari makineleri modernize ederken sıklıkla katı bir mekansal ikilemle karşı karşıya kalırlar: ana tahrik motoru, büyük tork artışlarını kaldırabilecek bir şanzımana ihtiyaç duyar, ancak iç şasi boşlukları daha büyük boyutlu bir aralığı fiziksel olarak karşılayamaz. SP Serisi (Ağır Kısa Adımlı) Makaralı Zincir Bu mühendislik darboğazını açıkça çözüyor.
Ağır Kısa Hatveli tasarımın mekanik üstünlüğünü tam olarak kavrayabilmek için, tesis yöneticilerinin temel prensipleri incelemesi gerekir. zincir anatomisi Mekanizmalar. Standart bir ANSI bağlantı mekanizması, plaka kalınlığı, pim çapı ve adım uzunluğu arasında hesaplanmış matematiksel bir dengeye dayanır. Toprak işleme makinelerinde veya ağır tarım balya makinelerinde kullanıldığında, şanzıman sürekli olarak tekrarlayan ve şiddetli şok yüklerine maruz kalır. Standart bir yan plaka, bu ani gerilim artışları altında fiziksel olarak deforme olur. Bu plastik deformasyon, düzeneği kalıcı olarak uzatarak tahrik edilen dişliyle olan matematiksel hizalamayı bozar.
Genç tesis operatörlerinden sıkça gelen bir soru şudur: Zincir ve dişli nedir? Yüksek yük altındaki endüstriyel terimlerle, motor gücünü kusursuz bir şekilde emmesi ve aktarması gereken, bükülmez bir kinetik köprüdür. SP Serisi (sıklıkla Yüksek Mukavemetli Kısa Adım anlamına gelen HSP olarak indekslenir), çelik levhaların kesit alanını artırarak plastik deformasyonu aktif olarak önler. Mühendislik fiziğinde, yapısal gerilim, kuvvetin alana bölünmesiyle hesaplanır. Daha kalın levhalar kullanılarak, kesit alanı önemli ölçüde büyütülür; bu da ağır bir şok yükü sırasında metalin maruz kaldığı yerel gerilimi doğrudan düşürür. Ayrıca, kısa adım boyutunun korunması, montajın dönüş sırasında aynı anda daha fazla sayıda dişli çark dişini devreye sokmasına ve büyük kesme kuvvetlerini göbeğin daha geniş bir yayına dağıtmasına olanak tanır. Bu rijit endüstriyel ana tahrik motorlarını yüksek hızlı bir araçla karşılaştırdığımızda, motosiklet zinciri ve dişlisi Konfigürasyon açısından, mühendislik öncelikleri tamamen farklılaşıyor; SP Serisi, yanal esnekliği tamamen terk ederek metalurjik yapısının 100%'sini ham, uzunlamasına çekme gücüne ayırıyor.
HSP Mühendislik Şartname Matrisi
Aşağıda belgelenen deneysel veriler, ANSI spesifikasyonları tarafından zorunlu kılınan geometrik boşlukları kesin olarak ortaya koymaktadır. Mühendisler, nihai çekme dayanımı (Q min) parametresini, kendi ekipmanlarının ürettiği maksimum şok yüklerine karşı titizlikle değerlendirmelidir. Güvenli çalışma yükü, geleneksel olarak bu nihai kapasitenin yaklaşık altıda biri olarak tasarlanmıştır. Ek olarak, makine montajcıları, plaka kalınlığını (T) ve maksimum pim uzunluğunu (L max) mevcut şasi kılavuzlarına göre doğrulamalıdır.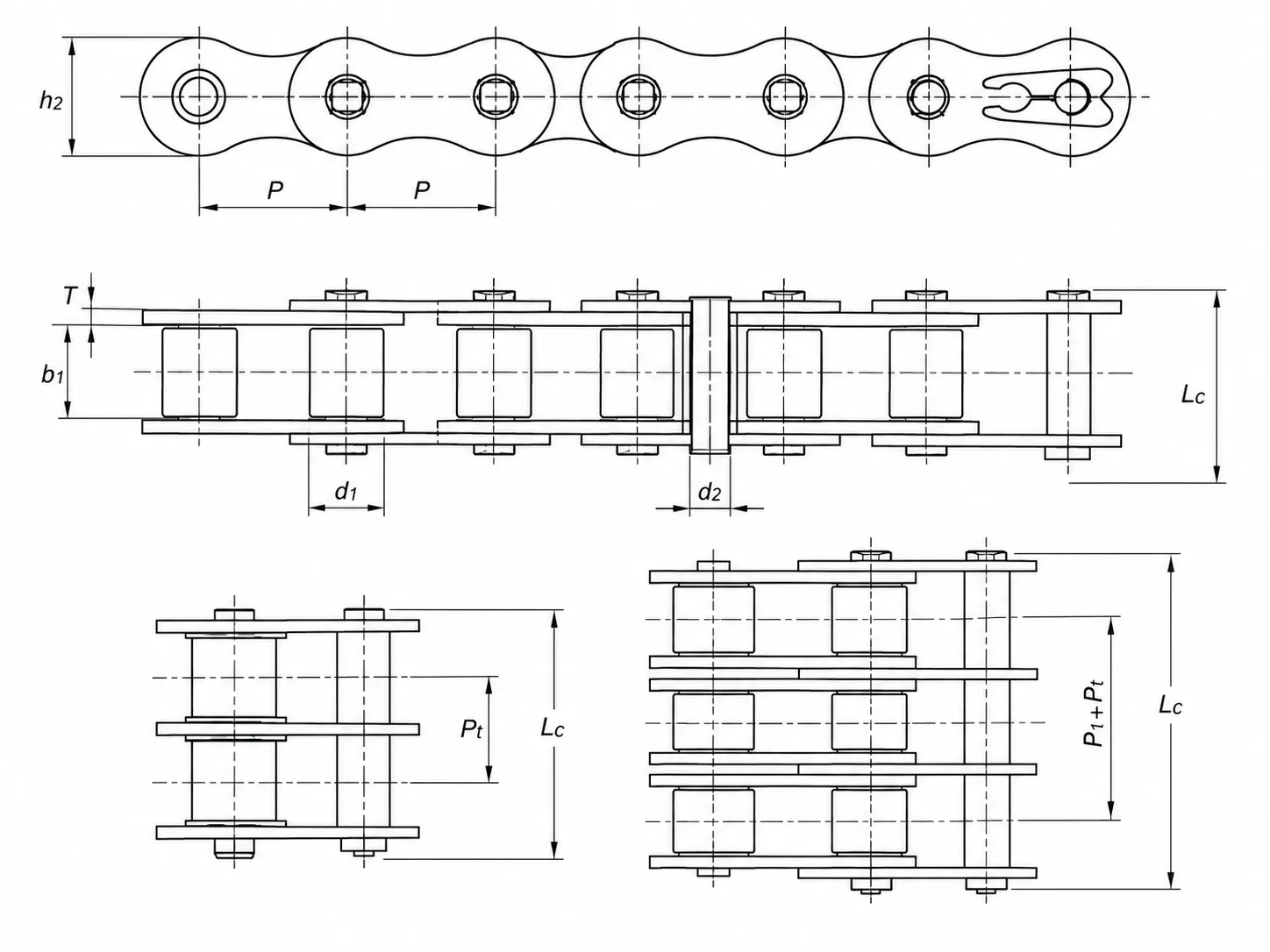
| Zincir No. | Hatve (P) mm | Silindir Çapı | İç Genişlik | Pim Çapı | Pin L max | Pin Lc max | Plaka Derinliği | Levha Kalınlığı (T) | Ultra Çekme Mukavemeti kN | Ortalama Çekme Mukavemeti kN | Ağırlık kg/m |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Simpleks (1-İplik) | |||||||||||
| 80HSP-1 | 25.40 | 15.88 | 15.75 | 7.94 | 36.2 | 38.9 | 24.1 | 4.0 | 89.2 | 98.1 | 3.36 |
| 100HSP-1 | 31.75 | 19.05 | 18.95 | 9.54 | 43.6 | 46.9 | 30.1 | 4.8 | 131.8 | 145.0 | 4.90 |
| 120HSP-1 | 38.10 | 22.23 | 25.22 | 11.11 | 53.5 | 57.5 | 36.2 | 5.6 | 176.0 | 196.0 | 7.12 |
| 140HSP-1 | 44.45 | 25.40 | 25.22 | 12.71 | 57.6 | 62.2 | 42.2 | 6.4 | 231.9 | 255.0 | 8.88 |
| 160HSP-1 | 50.80 | 28.58 | 31.55 | 14.29 | 68.2 | 73.0 | 48.2 | 7.2 | 294.5 | 324.0 | 11.72 |
| 200HSP-1 | 63.50 | 39.68 | 37.85 | 19.85 | 86.6 | 93.5 | 60.3 | 9.5 | 543.6 | 598.0 | 19.80 |
İç Bileşen Metalürjisi
SP Serisinin işlevsel ömrü, ayrıntılı metalurjisiyle belirlenir. Kusursuz bir şekilde birlikte çalışan, birbirinden farklı metalik profillerden oluşan son derece senkronize bir sistemdir.
Tamamen Sertleştirilmiş Alaşımlı Pimler
Geleneksel sertleştirilmiş pimlerin aksine—ki bunlar sert bir kabuğa ancak yumuşak bir çekirdeğe sahiptir—alaşım pimlerimiz, kesitlerinin tamamı boyunca ısıl işlemden geçirilir. Bu, hem aşındırıcı yüzey aşınmasına hem de ani enine kesme kuvvetlerine karşı şiddetli direnç gösteren homojen, yoğun bir martensitik yapı oluşturur.
Dikişsiz Soğuk Ekstrüzyonlu Burçlar
Pim karşısında birincil iç yatak yüzeyi görevi gören katı burç, dış makaralardan aktarılan büyük sıkıştırma kuvvetlerini emer. Bunların soğuk çelikten ekstrüzyon yöntemiyle üretilmesi, fiziksel dikişleri tamamen ortadan kaldırarak, iç yağlama filmini koruyan kusursuz bir aşınma direnci sağlar.
Bilye Püskürtme İşlemi Görmüş Kalınlaştırılmış Plakalar
Güçlendirilmiş çelik levhalar, yüksek hızlarda mikro kürelerle yoğun bir şekilde bombardımana tabi tutulur. Bu mekanik soğuk işleme süreci, faydalı bir artık basınç gerilimi tabakası oluşturarak mikroskobik damgalama kusurlarını kapatır ve yorulma çatlamasının başlangıcını önemli ölçüde geciktirir.
Enine Yük Dağılımı: Çoklu Diziler
Ticari tork gereksinimleri, tek telli bir düzenlemenin güvenli akma eşiğini tamamen aştığında, makine mühendisliği çok telli bir diziye geçişi zorunlu kılar. Çift telli (dubleks) ve üç telli (tripleks) SP konfigürasyonları, uzun, sertleştirilmiş çapraz pimler kullanarak kalınlaştırılmış yan plakaların birden fazla sırasını mekanik olarak birleştirir. Büyük radyal gerilimi iki veya üç farklı yük taşıma düzlemine geometrik olarak dağıtarak, pim başına kesme kuvveti önemli ölçüde düşer. Bu kritik yapısal dağılım, ağır kereste kabuk soyma makineleri, açık deniz sondaj vinçleri ve çok tonluk döner karıştırıcılar gibi öngörülemeyen ortamlarda patlayıcı arızayı önler.

Çoklu dişli tasarımında kullanılan son derece önemli bir parametre, Enine Adım (Pt)'dır. Bu parametre, paralel makara sıraları arasındaki tam merkezden merkeze yanal mesafeyi hassas bir şekilde tanımlar. SP serisi, oldukça kalınlaştırılmış plakalar kullandığı için, Enine Adım standart ANSI varyantlarından önemli ölçüde daha geniştir. Bu geometrik gerçeklik, son derece kritik bir kurulum değişkeni sunar. Çok telli dişliler, bu genişletilmiş Pt aralığına mükemmel şekilde uyacak şekilde mikrometre hassasiyetinde işlenmelidir. Standart ticari dişliler kullanılırsa, geometrik uyumsuzluk, kalın iç plakaların diş yan yüzeyleriyle fiziksel olarak çarpışmasına neden olur. Bu, makaraların kök boşluğuna güvenli bir şekilde oturmasını engeller ve tüm düzeneğin involüt eğrisinde tehlikeli derecede yüksekte hareket etmesine neden olur. Bu şiddetli asimetrik yükleme, iç plakaları anında yırtar, pim aşınmasını hızlandırır ve ağır hizmet tipi düzeneği saatler içinde tamamen parçalar. Çift ve üçlü tablolardan elde edilen doğru özellikler, tüm tahrik sisteminde mükemmel paralel güç dağılımını garanti eder. Bu devasa dizilerin, özellikle de üç katmanlı varyantların kurulumu, sert dış plakaları deforme etmeden ana bağlantıları birleştirmek için özel hidrolik presleme ekipmanı gerektirir.
| Zincir No. | Hatve (P) mm | Silindir Çapı | İç Genişlik | Pim Çapı | Pin L max | Kalın Plaka | Enine (Pt) | Ultra Çekme Mukavemeti kN | Ağırlık kg/m |
|---|---|---|---|---|---|---|---|---|---|
| Çift telli (2-String) | |||||||||
| 80HSP-2 | 25.40 | 15.88 | 15.75 | 7.94 | 68.8 | 4.0 | 32.59 | 178.4 | 6.65 |
| 100HSP-2 | 31.75 | 19.05 | 18.95 | 9.54 | 82.7 | 4.8 | 39.09 | 263.6 | 9.71 |
| 120HSP-2 | 38.10 | 22.23 | 25.22 | 11.11 | 102.4 | 5.6 | 48.87 | 356.4 | 14.12 |
| 140HSP-2 | 44.45 | 25.40 | 25.22 | 12.71 | 109.8 | 6.4 | 52.20 | 463.6 | 17.38 |
| 160HSP-2 | 50.80 | 28.58 | 31.55 | 14.29 | 130.1 | 7.2 | 61.90 | 588.0 | 23.00 |
| 200HSP-2 | 63.50 | 39.68 | 37.85 | 19.85 | 164.9 | 9.5 | 78.31 | 1091.0 | 38.50 |
| Triplex (3-String) | |||||||||
| 80HSP-3 | 25.40 | 15.88 | 15.75 | 7.94 | 101.4 | 4.0 | 32.59 | 267.6 | 9.95 |
| 100HSP-3 | 31.75 | 19.05 | 18.95 | 9.54 | 121.8 | 4.8 | 39.09 | 395.4 | 14.53 |
| 120HSP-3 | 38.10 | 22.23 | 25.22 | 11.11 | 151.2 | 5.6 | 48.87 | 534.5 | 21.12 |
| 140HSP-3 | 44.45 | 25.40 | 25.22 | 12.71 | 162.0 | 6.4 | 52.20 | 695.5 | 25.88 |
| 160HSP-3 | 50.80 | 28.58 | 31.55 | 14.29 | 192.0 | 7.2 | 61.90 | 882.7 | 34.22 |
| 200HSP-3 | 63.50 | 39.68 | 37.85 | 19.85 | 243.2 | 9.5 | 78.31 | 1627.3 | 57.29 |
Yüksek Sürtünmeli Ortamlarda Uygulamalı Triboloji
Aşındırıcı tarımsal koşullarda çalışan endüstriyel bir güç aktarım sistemine ağır dış gres uygulamak, mekanik yağlama değil, çevresel kirlenme anlamına gelir. Ağır, yapışkan gresler, bağlantının mikroskobik iç boşluklarına kesinlikle nüfuz edemez. Bunun yerine, havada bulunan silika tozu, kir ve mahsul kalıntıları için agresif bir mıknatıs görevi görerek, yatak yüzeylerinin üzerinde doğrudan son derece tahrip edici bir öğütme macunu oluştururlar. Bu aşındırıcı bileşik, karbonitlenmiş çelik pimleri hızla tahrip ederek, plaka kalınlığının artırılmasından bağımsız olarak mekanik uzamayı yapay olarak hızlandırır.

Operasyonel ömrü en üst düzeye çıkarmak için, elastohidrodinamik sıvının hassas bir şekilde yerleştirilmesi kesinlikle gereklidir. Bakım ekipleri, yüksek viskoziteli, nüfuz eden sentetik yağları, iç ve dış yan plakalar arasında bulunan mikroskobik boşluğa özel olarak yerleştirmelidir. Bu hassas kılcal etki, sıvıyı içeri doğru iterek, sertleştirilmiş pim ile katı soğuk ekstrüde burç arasında gerekli hidrodinamik kama oluşturur. Sıvı, metal yüzeyleri fiziksel olarak ayırır, ortam kinetik gürültüsünü bastırır ve yüksek RPM döngüleri sırasında oluşan yoğun sürtünme sıcaklıklarını dağıtır. Ayrıca, iç plaka ile dış makara arasına sıvı uygulanması, makara göbeğin kök boşluğuna düşerken düzgün dönme hareketi sağlar. Bu korumayı sıfır döngüden itibaren garanti etmek için, tüm SP serisi zincirler fabrikada sıcak daldırma yağlama işlemi kullanır. Tüm monte edilmiş ünite, ısıtılmış, düşük viskoziteli aşınma önleyici sıvıya daldırılır. Isı, sıvının viskozitesini düşürerek, yağ soğuyup kalınlaşmadan önce tüm iç mikro boşlukların 100% doygunluğunu sağlar ve çevresel nemi ve oksidasyonu etkili bir şekilde dışarıda tutar. Bir değerlendirme yaparken ağır hizmet tipi makaralı zincirBu dahili fabrika yağlamasının varlığının doğrulanması, reklamı yapılan yorulma ömrüne ulaşmak için son derece önemlidir.
Göbek Uyumluluğu ve Dişli Dinamiği
SP Serisinin muazzam çekme gücü, alıcı döner göbekler için katı gereksinimler ortaya koymaktadır. Operatörler, yepyeni, son derece rijit bir SP bağlantısını, ciddi şekilde aşınmış, kancalanmış dişli çarkların üzerine taktıklarında kritik bir bakım hatası meydana gelir. Bunu anlamak önemlidir. dişli çarkın anatomisi Hızlı tahribatı önlemek için bu çok önemlidir. Yüksek kaliteli bir göbek, hassas bir şekilde CNC işlenmiş involüt eğriye sahiptir. Katı makaralar büyük bir gerilim altında kök boşluğuna düşerken, sertleştirilmiş dişler, agresif metal-metal kayması olmadan makaraları sorunsuz bir şekilde yönlendirir. Simplex SP Serisi, standart ANSI Ağır bağlantılarının boyut zarfını birebir yansıttığı için, genişlik ve makara boşluğu açısından standart ANSI tek telli dişli çarklarla tamamen uyumludur.

Ancak, SP zincirinin ürettiği yüksek tork değerlerini güvenli bir şekilde karşılamak için, makine mühendisleri yüksek frekanslı indüksiyonla sertleştirilmiş dişlere (HRC 45-50 elde eden) sahip dişli çarkların kullanılmasını şiddetle tavsiye eder. Bu hassas ve hedefli ısıl işlem, yüksek hızlı makaraların aşındırıcı sürtünmesine önemli ölçüde direnç gösterirken, öngörülemeyen makine titreşimlerini emmek için dişli çark gövdesi içinde kasıtlı olarak daha yumuşak, esnek bir çekirdek korur. Yeni, yüksek gerilimli bir SP bağlantısını aşırı derecede aşınmış dişli çark dişlerinde çalıştırmak, deforme olmuş dişli geometrisinin yeni makaraların sertleştirilmiş yüzeyini zorla aşındırmasına ve yeni takılan şanzıman yükseltmesinin ömrünü yarıya indirmesine neden olur. Tüm tahrik hattı boyunca mükemmel kinetik uyum sağlamak için SP konfigürasyonuna yükseltme yaparken dişli göbeklerini her zaman eş zamanlı olarak değiştirin. Çok telli konfigürasyonlar için, felaket niteliğinde tahrik sistemi arızasını önlemek için genişletilmiş enine adım aralığına sahip dişli çarkları açıkça belirtmelisiniz.
Yüksek Şoklu Uygulama Ortamları
SP Serisinin tavizsiz çekme kapasitesi ve aşırı darbe direnci, Asya ve dünya genelinde ağır sanayi ortamlarının en zorlu koşullarında bile üstün performans göstermesini sağlar. Bu aksamlar, tekrarlayan ağır darbe yüklerine ve son derece tahmin edilemez çevresel sürtünmeye maruz kalan ekipmanlar için son çare bileşen olarak titizlikle belirlenmiştir.
🚜 Toprak Taşıma ve İnşaat
Dev paletli mini yükleyicilerin ve kazıcı ekskavatörlerin kullanımı, ana tahrik sistemlerini şiddetli yön değişimlerine maruz bırakır. SP serisinin sertleştirilmiş pimleri, paletin ana kaya veya yoğun kile temas etmesiyle oluşan muazzam kesme kuvvetlerine aktif olarak direnç gösterir.
🌾 Tarımsal Hasat
Modern yem balyalama makineleri, yüksek nem oranına sahip silajı muazzam iç hazne basınçları altında sıkıştırır. Balya sıkıştırma işlemi tam olarak tamamlandığında oluşan ani ve şiddetli tork artışı, standart ticari tahrik sistemlerini hızla gerer. SP Serisi bunu önler.
🏗️ Ağır Lojistik ve Çelik
Tonlarca ağırlıktaki ham kütüklerin, işlenmiş yapısal çeliğin veya yoğun agregaların taşınması, tahrik sistemlerini sürekli yüksek sürtünme direncine maruz bırakır. Standart bağlantı elemanlarının bağlantı pimleri hızla kırılır. Sertleştirilmiş pimler ve bilye püskürtme işlemine tabi tutulmuş plakalar, aşındırıcı aşınmaya karşı aktif olarak direnç gösterir.
ISO Sertifikalı Üretim Altyapısı
Tutarlı ve belgelenebilir bir nihai çekme dayanımı artışı elde etmek, tamamen aşırı metalurji bilimine adanmış bir altyapı gerektirir. Korea Ever-Power Chain and Sprocket Co.,Ltd'de, yüksek otomasyonlu üretim hatlarımız ISO9001 ve API sertifikaları altında sıkı bir şekilde çalışmaktadır. Gelişmiş CNC ve ısıl işlem istasyonlarımız ile, manuel mekanik montajda bulunan yapısal tutarsızlıkları sistematik olarak ortadan kaldırıyoruz. Sürekli ağ bantlı fırınlarımız, her bir pim ve burç üzerinde hassas ve homojen bir ısıl işlem uygulayarak, aşındırıcı aşınmaya karşı yüzey sertliğini en üst düzeye çıkarır.

Ayrıca, her SP zinciri, vakumlu paketleme istasyonlarımıza girmeden önce agresif hidrolik ön yüklemeye tabi tutulur. Kutudan çıkar çıkmaz boyutsal stabiliteyi korumak, profesyonel endüstriyel üretimin ayırt edici özelliğidir. Standart bir ticari tahrik sistemi yeni kurulduğunda, damgalama ve montaj işlemlerinden kalan mikro kusurlar, ilk motor yükü altında oturmaya başlar. Bu, tüm düzeneğin ilk 48 saatlik çalışma süresi boyunca aniden uzamasına neden olur ve bakım ekiplerinin mekanik gergi cıvatalarını ayarlamak için üretimi durdurmasını gerektirir. Fabrika zemininde düzeneği yaklaşık 30%'lik nihai kırılma limitine kadar fiziksel olarak çekerek, iç bileşenleri kalıcı olarak yerine oturtur ve parça tesisinize ulaştığında sıfır uzama ile başlama garantisi veririz. Aşırı ilk zincir uzaması olmadan, tahrik dişlilerinde önemli ölçüde daha az aşınma yaşarsınız, bu da çalışma sürenizi önemli ölçüde artırır ve uzun vadeli bakım işçilik maliyetlerini düşürür. Standart 10 fitlik kutularda, bir bağlantı ana bağlantısı dahil veya sürekli OEM üretim hatları için devasa 50 fit ve 100 fitlik endüstriyel makaralarda tedarik edilir.
Mühendislik Tanılama SSS
Ağır hizmet tipi bir bağlantının fiziksel yorulma sınırını ne belirler? +
Standart çoklu dişli çarklar neden SP Serisi ile uyumlu değildir? +
Arızalı bir SP multipleks ünitesini standart bağlantı elemanları kullanarak onarabilir miyim? +
Uzama oranının hangi belirli yüzdesinde değiştirme zorunludur? +
40HSP standardı, ANSI 40 standardına kıyasla ne kadar güçlüdür? +
Doğrulanmış Endüstriyel Müşteri Geri Bildirimi
Teorik metalurjik özellikler yalnızca aşırı saha dayanıklılığı yoluyla doğrulanır. Aşağıdaki düzenlenmemiş teknik geri bildirimler, Asya sanayi tabanında sürekli yüksek torklu işlemler gerçekleştiren tesis yöneticilerinden ve ağır makine üreticilerinden gelmektedir.
"Ağır kazıcı makinelerimizin ana tahrik sistemleri için özellikle 100HSP modelini tercih ediyoruz. Kaya tabakasına çarptığımızda meydana gelen ani yön değişiklikleri, standart pimleri anında kırar. Bu SP serisindeki kalınlaştırılmış plakalar, bu şiddetli kinetik şoku mükemmel bir şekilde emer. Bu üniteleri entegre ettikten sonra tahrik sistemi garanti arıza oranlarımız önemli ölçüde düştü."
"Devasa çelik kütük soğutma yataklarını 160HSP dizisine yükseltmek, yanal eğilme sorunlarımızı tamamen çözdü. Herhangi bir agresif taşlama işlemine gerek kalmadan ağır göbeklerimizle mükemmel bir şekilde uyum sağlıyor ve fabrika ön yüklemesi, teknisyenlerimizin ilk gerdirme işçiliğinde günlerce zaman tasarrufu sağladı."
"Devasa döner balya makineleri için yalnızca 80HSP serisine güveniyoruz. Islak silajı sıkıştırmak için gereken yüksek çekme dayanımı, piyasadaki sıradan yedek parçaları anında kırar. Bu özel seri, iç vakum yağlamasını tarla tozuna karşı sıkıca korur ve sağlam soğuk ekstrüzyonlu silindirler yüksek tork yükü altında parçalanmaz."
"Montaj hattımız için gelen parça partilerine rastgele tahribatlı yük testleri uyguluyorum. 120HSP-1 bileşenleri, belirtilen 176,0 kN'lik nihai çekme dayanımına sürekli olarak ulaşıyor veya bu değeri aşıyor. Bilye püskürtme işleminden geçirilmiş plakalar, yüksek kaliteli üretim sürecini gözle görülür şekilde doğruluyor. Ağır uygulamalar için son derece profesyonel bir mekanik çözümdür."
Ek bilgi
| Editör | Cxm |
|---|
İlgili ürünler
-

SH Serisi Makaralı Zincirler | Yüksek Mukavemetli Ağır Hizmet Tipi Kısa Adımlı
-

Motosiklet Tahrik Zinciri | 25 - 530H Serisi – Standart, Ağır Hizmet ve O-Ringli
-

Çift Hatveli Aktarım Zinciri (208 - 232 Serisi)
-
A Serisi Kısa Adımlı Hassas Makaralı Zincirler
-

12A-G2 Kauçuk Üst Makaralı Zincir
-
B Serisi Kısa Adımlı Hassas Makaralı Zincirler
-
Ağır Hizmet Tipi Makaralı Tahrik Zinciri: Ticari Makinelerin Kinetik Çekirdeği


























