Dökme Demir Dişli Çark | DIN 8187 ISO 606

Kore'nin Daimi Gücü dökme demir dişli çarklar 06B'den 24B'ye kadar olan zincir serisinin tamamı şu şekilde üretilmiştir: DIN 8187 / ISO 606 Boyutsal standartlar. 8Z'den 125Z'ye kadar diş sayısı ve 33 mm'den 505 mm'ye kadar değişen adım dairesi çaplarıyla, bu, Avrupa standardı için mevcut en geniş yelpazeye sahip dökme demir dişli çark serisidir. makara zinciri Kore ve çevre pazarlardaki uygulamalar.
Dökme Demir Dişli Çarklar — DIN 8187 Avrupa Standardı Serisi
DIN 8187 ve ISO/R 606 standartlarına göre üretilen dökme demir dişliler, çok çeşitli endüstriyel sektörlerde Avrupa tipi makaralı zincir sistemleri için standart tahrik bileşenidir. Döküm işlemi, karmaşık diş profillerine sahip daha büyük çaplı dişlilerin uygun maliyetli üretimini sağlarken, gri dökme demirin doğal titreşim sönümleme özellikleri, bu dişlileri, mutlak ağırlık minimizasyonundan daha çok gürültü azaltma ve düzgün güç aktarımının önemli olduğu uygulamalar için uygun hale getirir.
Korea Ever-Power, 9,525 mm (06B) ile 38,1 mm (24B) arasındaki diş aralıklarını kapsayan 06B'den 24B'ye kadar tüm seriyi üretmektedir. Her bir dişli çark, sevkiyat öncesinde DIN 8187 diş geometrisine göre doğrulanır ve delik işlemesi standart düz delik veya müşteri çizimine göre işlenmiş olarak mevcuttur. Bunlar, aynı zincir serisi için Tsubaki, Renold ve KettenWulf kataloglarındaki dişli çarkların doğrudan boyut olarak yerine geçebilecek ürünlerdir.
- ⚙Zincir serisi: 06B, 08B, 10B, 12B, 16B, 20B, 24B (DIN 8187 / ISO 606)
- ⚙Diş sayısı aralığı: Seriye bağlı olarak 8Z ile 125Z arasında.
- ⚙Dişli çemberi çapı: 33 mm (8Z / 06B) ila 505 mm (125Z / 081B)
- ⚙Malzeme: Gri dökme demir GG20 / GG25; isteğe bağlı olarak iç yüzey işlemesi yapılabilir.
Boyutsal Özellikler — 081B-1 Serisi (Adım Aralığı 12,7 mm)
081B-1 plakalı dişli çark serisi, DIN 8187 dökme demir dişli çark serisinin tamamı için standart boyut parametrelerini göstermektedir. Tabloda diş sayısı (Z), uç çapı (d) listelenmiştir.e), adım dairesi çapı (dPve delik çapı (D)18Z'den 125Z'ye kadar her diş sayısı için (delik çapları standart stok çaplarıdır; tüm diş sayıları için özel çaplar talep üzerine temin edilebilir).
Bu seri için zincir referansı: Hatve 12,7 mm · İç genişlik 3,3 mm · Makara çapı 7,75 mm · Diş yarıçapı r₃ = 13 mm · Diş genişliği B₁ = 3 mm
| Z (Dişler) | De (mm) | DP (mm) | D1 Delik Çapı (mm) |
|---|---|---|---|
| 8 | 37.2 | 33.18 | 8 |
| 9 | 41.5 | 37.13 | 8 |
| 10 | 46.2 | 41.10 | 8 |
| 11 | 49.6 | 45.07 | 8 |
| 12 | 53.9 | 49.07 | 8 |
| 13 | 58.4 | 53.06 | 8 |
| 14 | 62.8 | 57.07 | 8 |
| 15 | 66.8 | 61.09 | 8 |
| 16 | 70.9 | 65.10 | 8 |
| 17 | 74.9 | 69.11 | 8 |
| 18 | 78.9 | 73.14 | 8 |
| 19 | 82.9 | 77.16 | 8 |
| 20 | 86.9 | 81.19 | 8 |
| 21 | 91.0 | 85.22 | 8 |
| 22 | 95.0 | 89.24 | 10 |
| 23 | 99.0 | 93.27 | 10 |
| 24 | 103.0 | 97.29 | 10 |
| 25 | 107.1 | 101.33 | 10 |
| 26 | 111.2 | 105.36 | 12 |
| 27 | 115.4 | 109.40 | 12 |
| 28 | 119.4 | 113.42 | 12 |
| 29 | 123.4 | 117.46 | 12 |
| 30 | 127.5 | 121.50 | 12 |
| 32 | 135.5 | 129.56 | 12 |
| 35 | 147.6 | 141.68 | 12 |
| 38 | 159.8 | 153.80 | 16 |
| 40 | 167.8 | 161.87 | 16 |
| 45 | 187.5 | 182.07 | 16 |
| 50 | 207.8 | 202.26 | 20 |
| 57 | 236.1 | 230.54 | 20 |
| 60 | 248.2 | 242.66 | 20 |
| 70 | 289.0 | 283.07 | 25 |
| 80 | 329.4 | 323.48 | 25 |
| 90 | 369.9 | 363.90 | 25 |
| 100 | 410.3 | 404.31 | 25 |
| 114 | 466.9 | 460.90 | 25 |
| 120 | 491.2 | 485.16 | 25 |
| 125 | 511.4 | 505.37 | 25 |
Not: Z=30'dan itibaren plaka genişliği artırılır (H=4 mm); Z=90'dan itibaren plaka genişliği daha da artırılır (H=6 mm). Z=8'den Z=125'e kadar olan tüm diş sayısı tabloları, eksiksiz katalogda mevcuttur — belirli bir zincir serisi (06B'den 24B'ye kadar) için tam boyut tablosu için bizimle iletişime geçin.

Malzeme Kalitesi ve Döküm Süreci
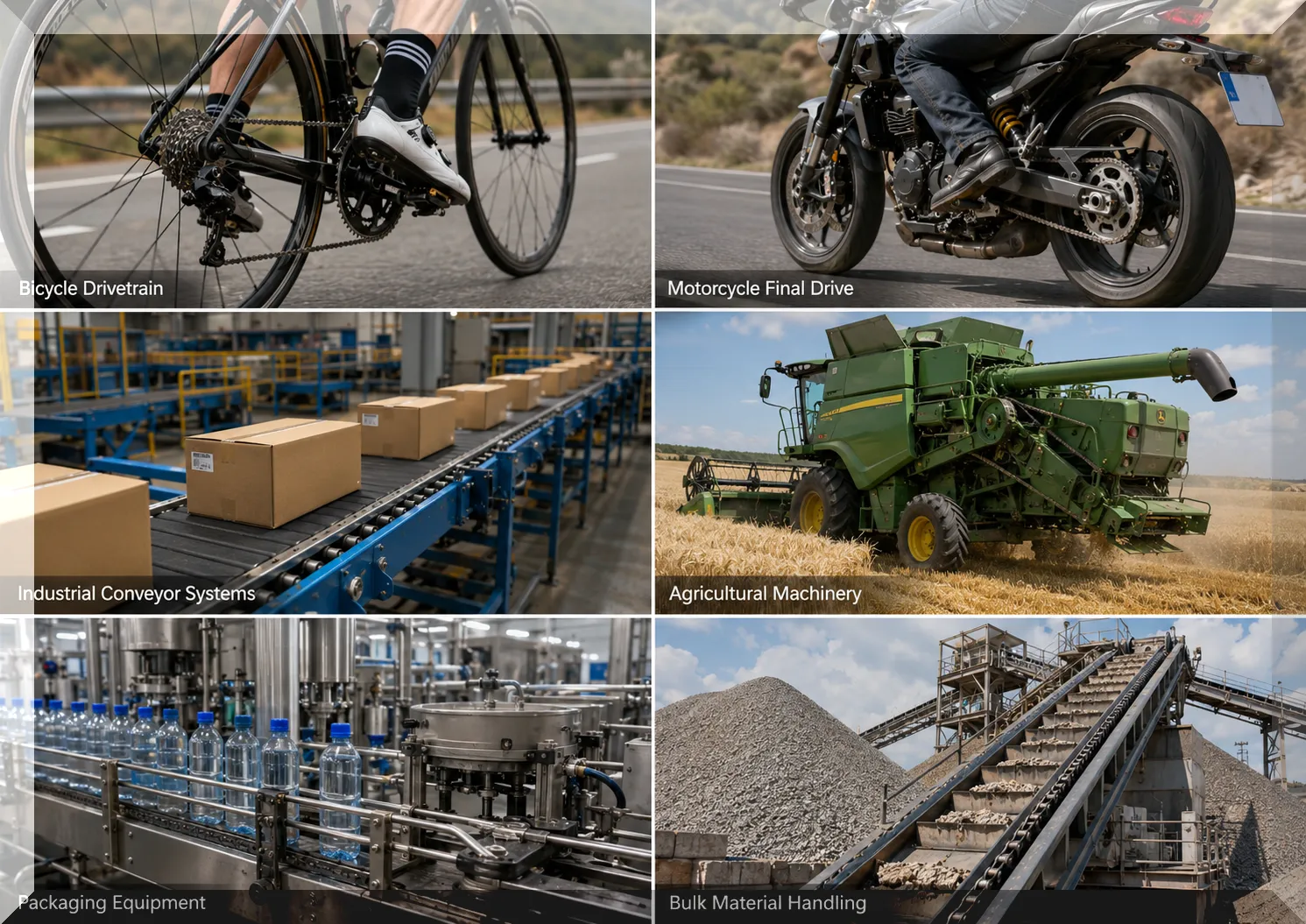
Dişli çark üretiminde gri dökme demir seçimi sadece bir maliyet kararı değil; birçok zincir tahrik uygulamasında gerçekten avantajlı olan belirli mekanik özellikleri yansıtır. Gri dökme demir (DIN EN 1561'e göre GG20 / GG25), perlitik bir matris içinde grafit pulları içerir. Bu grafit pulları, iç yağlama rezervuarı ve daha da önemlisi titreşim sönümleyici madde görevi görür. Konveyörler, tarım makineleri, paketleme ekipmanları gibi döngüsel yükleme altında orta hızda çalışan tahrik sistemlerinde, bu sönümleme etkisi, çelik dişli çarklara kıyasla destekleyici çerçeve yapısına iletilen gürültüyü belirgin şekilde azaltır.

Diş Geometrisi ve Diş Çemberi Çapının Anlaşılması
Dökme demir dişli seçerken, en kritik iki boyut, adım (zincirinizle uyumlu olmalıdır) ve adım dairesi çapıdır (bu, eşleşen dişliyle birleştirildiğinde vites oranını belirler). Adım dairesi, zincir makaralarının merkezlerinin hareket ettiği hayali dairedir; dişlinin dişlerinin uç ve kök çapları arasında yer alır.

Zincir tahrik sisteminin iletim oranı, basitçe diş sayılarının oranıdır: i = z₂ / z₁Burada z₁ tahrik dişlisi ve z₂ tahrik edilen dişlidir. 15 dişli bir tahrik dişlisi ile 45 dişli bir tahrik edilen dişlinin eşleştirilmesi 3:1 oranında bir azalma sağlar. Çıkış mili hızı = giriş hızı ÷ 3; çıkış torku = giriş torku × 3 (sürtünme kayıpları hariç, tipik olarak dişli çifti başına 1–3%). 081B-1 serisi için adım dairesi çapı formülü şöyledir: DP = p / sin(180°/z)Burada p = 12,7 mm adım aralığıdır. Tüm dP Yukarıdaki tabloda yer alan değerler bu formülden türetilmiştir.
DIN 8187 zincir tahrik sistemleri için, tahrik edilen dişli çarkın önerilen maksimum diş sayısı 114Z'dir. Bunun ötesinde, zincirin çokgen hareket etkisini (her bir bağlantının bir dişe temas etmesiyle oluşan hafif hız değişimi) karşılama yeteneği, normal çalışma hızlarında yönetilmesi zor hale gelir ve temas noktasında hızlandırılmış aşınmaya yol açar.
DIN 8187 Dökme Demir Dişli Çarklar için Uygulama Senaryoları
Doğru Dökme Demir Dişliyi Seçmek — Temel Parametreler
Doğru dökme demir dişliyi sipariş etmek için dört şeyi doğrulamak gerekir. Bunlardan herhangi biri yanlışsa, kalitesine bakılmaksızın dişli doğru şekilde çalışmaz:
- Zincir serisi (adım). Dişli zincirinin seri kodunu (06B, 08B, 10B vb.) mevcut zincir üzerindeki işaretlerle doğrudan eşleştirin. En kritik eşleştirme boyutu adım aralığıdır; 1 mm'lik bir adım aralığı hatası, dişlinin zincire hiç temas etmesini engeller.
- Diş sayısı (Z). Gerekli dişli oranını i = z₂/z₁ formülünü kullanarak belirleyin. Düşük hızlı yüksek torklu uygulamalar için, tahrik edilen dişli çarkın Z sayısı 45-90 arasında yaygındır. Daha yüksek diş sayısı, çokgen etkisini ve zincir eklem açısını azaltarak zincir ömrünü uzatır.
- Delik çapı. Mil çapını hassas bir şekilde ölçün — cetvel değil, dijital kumpas kullanın. Teknik özellik tablosunda listelenen standart delikler, her diş sayısı için mevcut en küçük deliktir. Mil çapınız listelenen deliği aşarsa, özel bir delik belirtin; müşteri çizimlerine göre işleme yapıyoruz.
- Kama yuvası ve ayar vidası. Çoğu endüstriyel uygulamada, deliğe bir kama yuvası açılması ve göbeğe bir veya iki adet ayar vidasının takılması gerekir. Sipariş verirken kama boyutlarını (genişlik × derinlik × uzunluk) belirtin. DIN 6885 standardına göre standart metrik kama boyutları ek ücret alınmadan temin edilebilir.
Sıklıkla gözden kaçırılan bir kural: dişlerde önerilen maksimum diş sayısı... sürücü Çoğu zincir tahrik sisteminde dişli çark sayısı yaklaşık 19-25Z civarındadır. Çok fazla dişe sahip bir tahrik dişlisi daha küçük bir sarım açısıyla çalışır ve aynı anda temas halinde olan diş sayısı daha azdır; bu da yükü az sayıda dişe yoğunlaştırır. Tahrik dişlileri, tahrik edilen dişlilerden daha hızlı aşınır; bu, doğru tasarlanmış zincir tahrik sistemlerinde normal ve beklenen bir durumdur.
Kore Ever-Power ile Avrupa Markalı Dökme Demir Dişli Çarklar Karşılaştırması
| Kriterler | Kore'nin Daimi Gücü | Avrupa Markası (Renold / KettenWulf) |
|---|---|---|
| Standartlara uygunluk | DIN 8187 / ISO 606 onaylı | Aynı DIN / ISO tabanı |
| Malzeme | GG20 / GG25 gri dökme demir | GG20 / GG25 gri dökme demir |
| Fiyat noktası | 25–45% Avrupa katalog fiyatının altında | Avrupa perakende satış fiyatı + ithalat nakliye ücreti |
| Kore'ye teslimat süresi | 7-14 gün stokta bulunan bedenler | Avrupa dağıtımcısı aracılığıyla 3-6 hafta |
| Özel delik | Mevcut, çizime göre işlenmiş | Mevcut, daha uzun teslim süresi |
| Dizi kapsamı | 06B'den 24B'ye, Z=8'den Z=125'e | 06B ile 24B arası, Z aralığı stok durumuna göre değişir. |
Bu karşılaştırma yalnızca müşteri referansı ve ürün seçimi içindir. Korea Ever-Power Chain and Sprocket Co., Ltd. bağımsız bir üreticidir. Yukarıda adı geçen hiçbir markayla bağlantımız yoktur ve sahte ürünler üretmiyoruz. Tüm ticari markalar ilgili sahiplerine aittir.
DIN 8187 Dişli Çarklar için Uygun Makaralı Zincir

DIN 8187 serisindeki her bir dişli çark, karşılık gelen ISO 606 standardına uygun dişli çarkla eşleşecek şekilde tasarlanmıştır. Avrupa standartlarında makaralı zincirDişli çark diş geometrisi ve makara çapı toleransları aynı standartta birlikte belirtilmiştir, bu nedenle DIN 8187 dişli çarklarından ISO olmayan zincirlerle bileşenlerin karıştırılması önerilmez. Korea Ever-Power, tahrik sisteminizi tek bir tedarikçiden tamamlamak için 06B'den 24B'ye kadar tüm simplex, duplex ve triplex makaralı zincir çeşitlerini stoklarında bulundurmaktadır.
Mevcut bir tahrik sisteminde dişli çarkı değiştirirken, her zaman eşleşen zinciri kontrol edin. Nominal uzunluğunun 2%'den fazla uzamış bir zincir, daha büyük bir etkili adım aralığına kaymış olacaktır ve nominal diş aralığına göre işlenmiş yeni bir dişli çark doğru şekilde eşleşmeyecektir. Güvenilir çalışma için zincir ve en azından daha küçük (tahrik) dişli çark her zaman birlikte değiştirilmelidir. Tam zincir ve dişli çark sistemi kılavuzu için, zincir ve dişli sistemleri Teknik kaynaklara başvurulabilir.
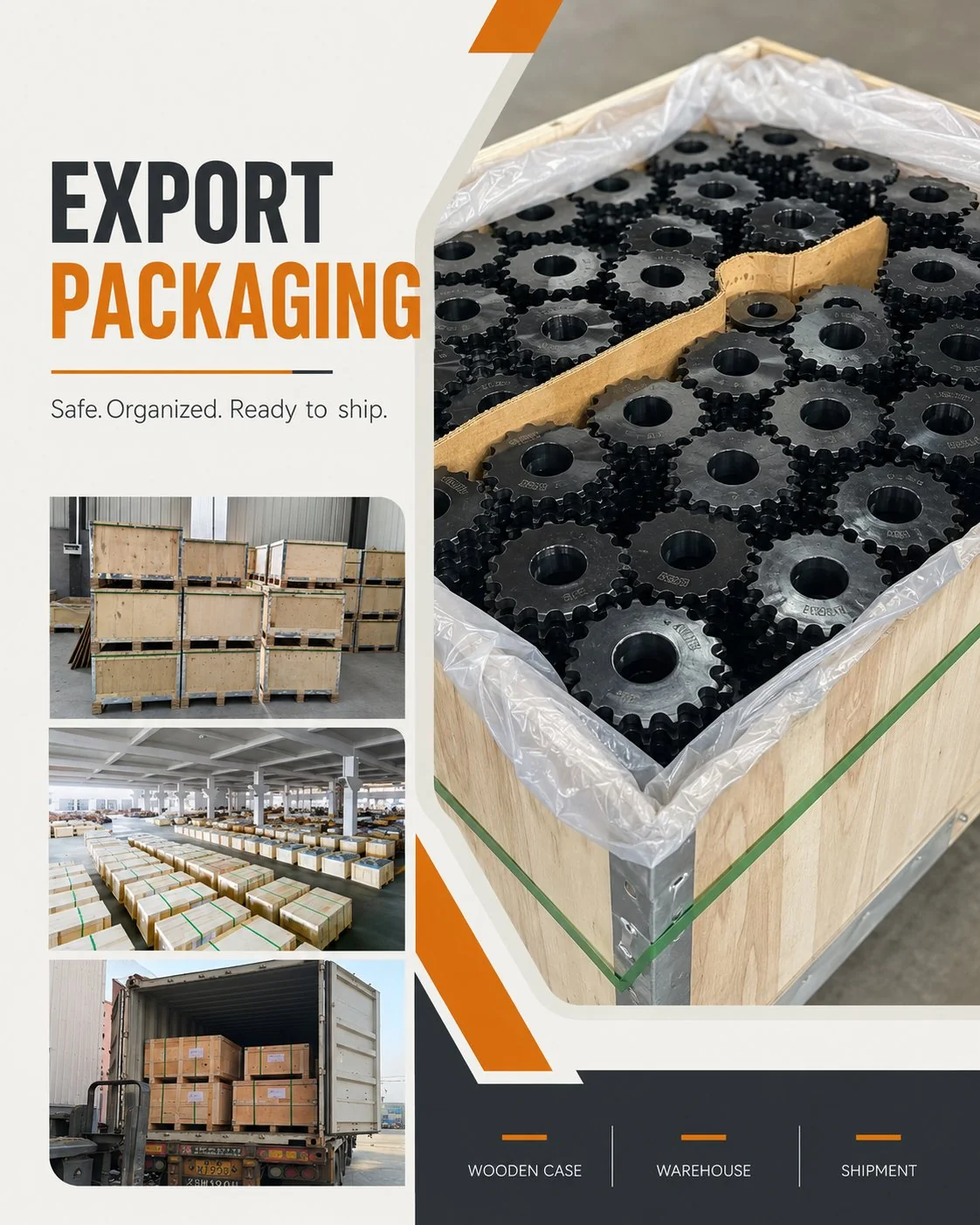
Neden Kore Ever-Power Zincir ve Dişli Takımı
Korea Ever-Power Chain and Sprocket Co., Ltd. DIN 8187 standardına uygun, tutarlı boyut uyumluluğuna sahip dökme demir dişli çark serisinin tamamını Kore'de stokta bulundurarak yerel sevkiyat için tedarik ediyoruz:

Sıkça Sorulan Sorular
Müşteri Yorumları
Kore ve çevre pazarlardaki müşterilerden alınan doğrulanmış geri bildirimler.
Jung Seok-won, Bakım Mühendisi, Gıda İşleme Fabrikası, Gyeonggi-do (2025)
"İki üretim hattında toplam 14 adet konveyör tahrik dişlisini değiştirdik; bunların hepsi 16B serisi, 30Z ve 45Z modelleriydi. Korea Ever-Power, çizimlerimize uygun doğru delik ve kama yuvasına sahip dişlileri tedarik etti. Her dişli ilk denemede tam olarak yerine oturdu. Siparişten teslimata kadar geçen süre dokuz gündü; bu da planlı bir bakım durdurma dönemimiz olduğu için önemliydi."
Park Hyun-soo, Tarım Ekipmanları Distribütörü, Chungcheong Eyaleti (2024 sonu)
"Bakımını yaptığımız tarım makineleri için yedek parça olarak 12B ve 16B dişli çarkları stokluyoruz. İki sezondur Korea Ever-Power'dan sipariş veriyoruz. Dökme demir kalitesi tutarlı; bu süre içinde çatlak diş veya delik merkezleme sorunu yaşamadık. Fiyatlandırma da yeterince rekabetçi olduğundan, çok fazla sermaye bağlamadan daha fazla güvenlik stoğu tutabiliyoruz."
Oh Jae-min, Üretim Müdürü, Ambalaj Makineleri Şirketi, Incheon (2025'in 1. çeyreği)
"Ambalajlama hatlarımızda 08B tahrik sistemleri nispeten düşük hızda ancak yüksek çevrim sayısında (günde yaklaşık 18 saat) çalışıyor. Ever-Power'dan temin ettiğimiz dökme demir 08B dişliler yaklaşık 11 aydır herhangi bir diş aşınması sorunu olmadan çalışıyor. Daha önce Avrupa menşeli, birim maliyeti neredeyse iki kat daha yüksek olan dişliler kullanıyorduk. Bu uygulamada herhangi bir performans farkı tespit edemedim."
Kim Dong-il, Tedarik Müdürü, Endüstriyel Ekipman Üreticisi, Busan (2024)
"Yeni kurduğumuz konveyör hattı için çeşitli diş sayılarında 06B ve 10B dişli çarklar sipariş ettik. Ürünler geldiğinde yaptığımız boyut kontrolü, tüm dişli çarkların belirttiğimiz DIN 8187 tolerans aralıkları içinde olduğunu gösterdi. Korea Ever-Power'daki teknik ekip, eşdeğerliği doğrulamak için orijinal Renold katalog numaralarımızla karşılaştırma yapmamıza yardımcı oldu ve bu da bize teknik özellik belirleme aşamasında zaman kazandırdı."
Yoon Sang-hyeon, Atölye Şefi, Tekstil Fabrikası, Daegu (2025 başı)
"Buradaki tekstil makinelerinde çoğunlukla 06B ve 08B zincirler orta hızlarda çalışıyor. Dökme demir dişliler bu uygulamaya çok uygun ve gürültü seviyesi, birkaç yıl önce çelik dişlileri denediğimiz zamana göre belirgin şekilde daha düşük. Korea Ever-Power teslimat konusunda güvenilir oldu ve kalite de ihtiyacımız olan şey."
Ek bilgi
| Editör | Cxm |
|---|
İlgili ürünler
-

WR78 / WH78 Kaynaklı Çelik Zincir Dişlileri | A-Plaka 7–20 Diş — Yumuşak Çelik ve QT400 Sertleştirilmiş
-

Plastik Dişliler | Nylatron, Asetal, Naylon — FDA Onaylı, Kendinden Yağlamalı, Korozyona Dayanıklı
-

Avara Dişliler | Bilyalı Rulman, İğneli Rulman, Bronz ve Metal Olmayan — Zincir Kılavuzu ve Gerdirici
-

Çift Hatveli Dişli Çarklar | C2040 C2050 C2060 C2080 Standart ve Taşıyıcı Makaralı Tipler
-

#240 Makaralı Zincir Dişlileri | A Plakası B Göbek C Göbek – 10 ila 60 Diş, 3 İnç Adım
-

#180 Makaralı Zincir Dişlileri | A Plakası B Göbek C Göbek – 11 ila 60 Diş, SAE 1045
-

Makaralı Zincir Dişlileri | A Plakası ve B Göbek – 18 ila 72 Diş, SAE 1045 Çelik
-

Plaka Dişli Çarkı 081B-1 | DIN 8187 ISO 606 – 8 ila 125 Diş


























