WR78 / WH78 Geschweißte Stahlkettenräder | A-Platte 7–20 Zähne — Baustahl & QT400 gehärtet

Korea Ever-Power WR78/WH78 geschweißte Stahlkettenräder mit A-Platte Abdeckung für 7 bis 20 Zähne bei 2,609 Zoll Teilung – kompatibel mit WR78-Offset-Seitenstegketten und WH78-geschweißten Stahlwalzwerksketten. Erhältlich in Baustahl oder gehärteter Stahl QT400Die Rollen sind in massiver, geteilter und verschraubbarer oder geteilter Schweißkonstruktion erhältlich. Für Anwendungen, die schmierungsfreie oder korrosionsbeständige Rollenpositionen erfordern, sind nichtmetallische Rollenkörper aus Messing, Nylon oder UHMW mit Schmiernuten und Schmiernippeln verfügbar.
Geschweißte Stahlketten WR78 und WH78 – Konstruktion, Unterschiede und Kettenradkompatibilität
Geschweißte Stahlketten gehören zu den hochbelastbaren Konstruktionsketten. Ihre Kettenglieder werden durch Stanzen und Schweißen dicker Stahlplatten geformt – ein grundlegender Unterschied zu Bolzenketten (Gusseisenglieder) und Rollenketten (montierte Bolzen-Buchsen-Rollen-Konstruktion). Durch die Schweißkonstruktion besteht die Kette aus einem einzigen durchgehenden, geschweißten Stahlelement ohne separate Innen- und Außenplatten. Dies verleiht den Ketten eine außergewöhnliche Widerstandsfähigkeit gegenüber seitlicher Biegung und Stoßbelastungen, wie sie beispielsweise in Becherwerken, Kratzförderern und in der Landwirtschaft auftreten.
Die Bezeichnungen WR78 und WH78 stehen für zwei eng verwandte Ketten mit der gleichen Teilung von 2,609 Zoll:
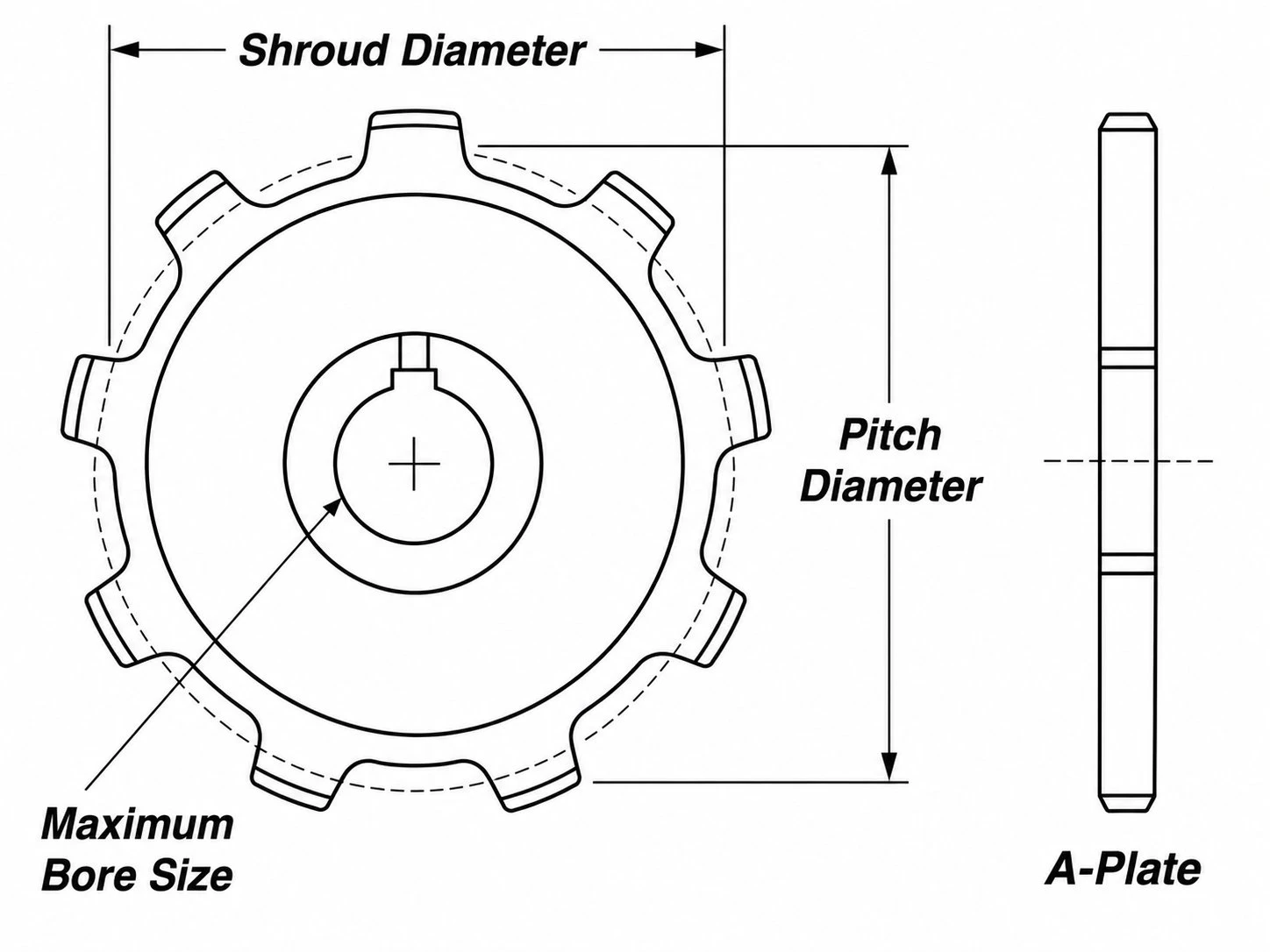
Das Kettenrad in A-Platte hat keinen Nabenvorsprung – es ist eine flache Scheibe, deren Außenkante mit einem Zahnprofil versehen ist und die in der Mitte eine durchgehende Bohrung aufweist. Dies ist die Standardausführung für geschweißte Stahlkettenantriebe, bei denen das Kettenrad mit der Welle verkeilt und durch Wellenringe oder -schultern fixiert wird.
Für detaillierte Informationen WR78-Schweißstahlketten-Spezifikationen einschließlich Bruchlasten, Anschlusskonfigurationen und Kompatibilität mit XHD-Bauvarianten, sind technische Referenzdaten auf Anfrage bei Korea Ever-Power vor der Bestellung erhältlich.
Drei Konstruktionsoptionen – massiv, geteilt zum Verschrauben, geteilt zum Schweißen
WR78/WH78 A-Platten-Kettenräder können in drei Strukturvarianten gefertigt werden, die jeweils für unterschiedliche Einbau- und Wartungsszenarien geeignet sind:
WH78 A-Platten-Kettenradspezifikationen — 7 bis 20 Zähne
Alle Maße in Zoll. Die Teilung beträgt bei allen Größen 2,609 Zoll (entspricht der 81X-Serie). Laufdurchmesser und Zahnbreite sind über die gesamte Produktpalette hinweg einheitlich (0,875 Zoll bzw. 1,000 Zoll). Der maximale Bohrungsdurchmesser erhöht sich mit der Zähnezahl von 2,1875 Zoll (7 Zähne) auf 5,9375 Zoll (20 Zähne).
| Kettenrad # | Zähne | Tonhöhe (ein) | Teilkreisdurchmesser | Stil | Durchmesser der Abdeckung | Laufdurchmesser | Zahngesicht | Maximale Bohrung | Gewicht |
|---|---|---|---|---|---|---|---|---|---|
| WH78-A7 | 7 | 2,609″ | 6,01″ | A-Kennzeichen | 4,150″ | 0,875″ | 1,000″ | 2,1875″ | 7,5 Pfund |
| WH78-A8 | 8 | 2,609″ | 6,82″ | A-Kennzeichen | 5,040″ | 0,875″ | 1,000″ | 2,4375″ | 9,0 Pfund |
| WH78-A9 | 9 | 2,609″ | 7,63″ | A-Kennzeichen | 5,920″ | 0,875″ | 1,000″ | 2,6875″ | 11,0 Pfund |
| WH78-A10 | 10 | 2,609″ | 8,44″ | A-Kennzeichen | 6,776″ | 0,875″ | 1,000″ | 2,9375″ | 14,0 Pfund |
| WH78-A11 | 11 | 2,609″ | 9,26″ | A-Kennzeichen | 7,640″ | 0,875″ | 1,000″ | 3,4375″ | 17,0 Pfund |
| WH78-A12 | 12 | 2,609″ | 10,08″ | A-Kennzeichen | 8,500″ | 0,875″ | 1,000″ | 3,4375″ | 20,0 Pfund |
| WH78-A13 | 13 | 2,609″ | 10,90″ | A-Kennzeichen | 9,350″ | 0,875″ | 1,000″ | 3,9375″ | 23,0 Pfund |
| WH78-A14 | 14 | 2,609″ | 11,72″ | A-Kennzeichen | 10,180″ | 0,875″ | 1,000″ | 4,9375″ | 27,0 Pfund |
| WH78-A15 | 15 | 2,609″ | 12,55″ | A-Kennzeichen | 11,030″ | 0,875″ | 1,000″ | 4,9375″ | 31,0 Pfund |
| WH78-A16 | 16 | 2,609″ | 13,37″ | A-Kennzeichen | 11,860″ | 0,875″ | 1,000″ | 4,9375″ | 35,0 Pfund |
| WH78-A17 | 17 | 2,609″ | 14,20″ | A-Kennzeichen | 12,710″ | 0,875″ | 1,000″ | 4,9375″ | 38,0 lb |
| WH78-A18 | 18 | 2,609″ | 15,02″ | A-Kennzeichen | 13,550″ | 0,875″ | 1,000″ | 4,9375″ | 41,0 Pfund |
| WH78-A19 | 19 | 2,609″ | 15,85″ | A-Kennzeichen | 14,380″ | 0,875″ | 1,000″ | 4,9375″ | 44,0 Pfund |
| WH78-A20 | 20 | 2,609″ | 14,20″ | A-Kennzeichen | 12,710″ | 0,875″ | 1,000″ | 5,9375″ | 47,0 Pfund |
Werkstoffauswahl – Baustahl vs. vergüteter Stahl QT400

WR78/WH78 A-Platten-Kettenräder sind in zwei Materialqualitäten mit deutlich unterschiedlichen Leistungseigenschaften erhältlich:
| Eigentum | Baustahl | QT400 (vergütet) |
|---|---|---|
| Streckgrenze | 250 MPa (36.000 psi) | Mindestens 400 MPa (58.000 psi). |
| Zahnhärte | 120–160 HB (im bearbeiteten Zustand) | 300–360 HB (durchgehärtet) |
| Abriebfestigkeit | Mäßig | Exzellent |
| Bearbeitbarkeit (Bohrungsbearbeitung) | Einfach – Standardwerkzeuge | Mittelschwere bis schwerere Werkzeuge erforderlich |
| Beste Anwendung | Leichte bis mittlere landwirtschaftliche Nutzung, geringe Abriebfestigkeit | Industrielles Schleifmittel, hohe Drehzahl, hohe Belastung |
| Lieferzeit | Ab Lager | 3–4 Wochen Produktionszeit |
QT400 ist speziell für Zementwerke, die Stahlschlackeförderung und industrielle Förderanlagen entwickelt worden, wo die höhere Härte erforderlich ist, um dem Abrieb durch das Fördergut an der Zahnflanke des Kettenrads zu widerstehen. Für Standard-Schleppförderer in der Landwirtschaft und den leichten industriellen Materialtransport bietet Baustahl eine ausreichende Lebensdauer zu geringeren Kosten.
Nichtmetallische Leerlaufgehäuse – Messing, Nylon und UHMW mit Schmiernippeln
Die Umlenkrollen der WR78/WH78 (nicht antriebsführende Spannräder) sind optional mit nichtmetallischen Gehäusen aus Messing, Nylon oder UHMW-PE anstelle von Stahl erhältlich. Diese Ausführungen verfügen über in die Lauffläche eingearbeitete Schmiernuten und Standard-Schmiernippel für die regelmäßige Schmierung. Das nichtmetallische Gehäuse reduziert den Reibungskoeffizienten am Ketten-Ritzel-Kontakt. Dies ist besonders vorteilhaft an den Umlenkrollen, an denen die Kette das Ritzel berührt, ohne Drehmoment zu übertragen. Dadurch wird die Reibung minimiert, die ein Stahl-auf-Stahl-Kontakt sonst auf die Kettenspannung ausüben würde.
Für feuchte oder korrosive Umgebungen, in denen Stahl korrodieren würde, werden Umlenkrollenkörper aus Messing verwendet. Nylonkörper kommen zum Einsatz, wenn es auf geringes Gewicht ankommt. UHMW-Körper (mit dem niedrigsten Reibungskoeffizienten) sind die bevorzugte Spezifikation für Umlenkrollen in der Zement- und Zuschlagstoffindustrie, wo abrasiver Staub mit dem Kettenrad in Kontakt kommt – UHMW ist unter diesen Bedingungen verschleißfester als Nylon. Alle drei Materialien sind mit dem Standard-Zahnprofil WR78/WH78 und jeder Bohrungsgröße innerhalb der maximalen Bohrungsgrenze des Kettenrads erhältlich.
Wo WR78/WH78 geschweißte Stahlkettenräder verwendet werden



Warum Korea Ever-Power Kette und Ritzel

Korea Ever-Power Chain and Sprocket Co., Ltd. liefert WR78/WH78 A-Platten-Kettenräder mit allen Material- und Konstruktionsoptionen:
Häufig gestellte Fragen
Kundenrezensionen
Verifiziertes Feedback von koreanischen Kunden.
„Wir setzen in unserem gesamten Zementwerk WH78-Kettenförderer ein. Vor zwei Jahren haben wir auf gehärtete Kettenräder vom Typ WH78-A10 und WH78-A12 aus QT400 von Korea Ever-Power umgestellt, nachdem die Kettenräder aus Baustahl in unserer klinkerstaubigen Umgebung bereits nach 7–8 Monaten verschlissen waren. Die QT400-Kettenräder sind aktuell seit 16 Monaten im Einsatz und weisen einen akzeptablen Zahnverschleiß auf. Die Materialempfehlung von Korea Ever-Power vor unserer Bestellung war korrekt.“
„Wir fertigen kundenspezifische Getreideförderbänder für koreanische Futtermühlen und Lagergenossenschaften. Die Kette besteht aus WR78-Ketten mit A-Platten-Kettenrädern aus Baustahl (WH78-A9 und WH78-A11). Korea Ever-Power liefert die geteilte Konstruktion zum Schweißen für unsere Fertigungsarbeiten – wir schweißen die Kettenradhälften während der Montage an unsere gefertigten Wellenstümpfe. Gleichbleibende Maßgenauigkeit über mehrere Aufträge hinweg innerhalb von 14 Monaten.“
„Wir haben an unseren Steuerkopfwellenpositionen WH78-A12-Kettenräder mit geteilter Verschraubung montiert. Die vorherige massive Konstruktion erforderte aufgrund des Wellenausbaus über 3 Stunden für den Austausch jedes Kettenrads. Die Montage mit geteilter Verschraubung reduzierte dies auf 35 Minuten pro Position. Korea Ever-Power bestätigte die passgenaue Bearbeitung der geteilten Hälften – die Bohrungskonzentrizität ist bei allen installierten Einheiten korrekt.“
Zusätzliche Informationen
| Editor | Cxm |
|---|
Ähnliche Produkte
-

Kettenräder aus Kunststoff | Nylatron, Acetal, Nylon – FDA-zugelassen, selbstschmierend, korrosionsfrei
-

Umlenkrollen | Kugellager, Nadellager, Bronze & Nichtmetall – Kettenführung und Kettenspanner
-

Doppelte Kettenräder | C2040 C2050 C2060 C2080 Standard- und Tragrollentypen
-

#240 Rollenkettenräder | A-Platte, B-Nabe, C-Nabe – 10 bis 60 Zähne, 3-Zoll-Teilung
-

#180 Rollenkettenräder | A-Platte B-Nabe C-Nabe – 11 bis 60 Zähne, SAE 1045
-

Rollenkettenräder | A-Platte & B-Nabe – 18 bis 72 Zähne, SAE 1045 Stahl
-
Einsträngige Rollenkettenräder | A-Platte, B-Nabe, C-Nabe, konisch, Schnellverschluss, Anschweißen
-

Plattenradkettenrad 081B-1 | DIN 8187 ISO 606 – 8 bis 125 Zähne


























