WR78 / WH78 वेल्डेड स्टील चेन स्प्रोकेट | ए-प्लेट 7–20 दांत — माइल्ड स्टील और QT400 कठोर

कोरिया एवर-पावर WR78/WH78 वेल्डेड स्टील चेन ए-प्लेट स्प्रोकेट 2.609 इंच पिच पर 7 से 20 दांतों को कवर करता है — WR78 ऑफसेट साइडबार चेन और WH78 वेल्डेड स्टील मिल चेन दोनों के साथ संगत। उपलब्ध है माइल्ड स्टील या क्यूटी400 कठोर स्टीलऔर ये ठोस, बोल्ट-युक्त या वेल्डिंग-युक्त संरचनाओं में उपलब्ध हैं। पीतल, नायलॉन या अल्ट्रा-हेम वुड से बने गैर-धातु आइडलर बॉडी, जिनमें ग्रीस ग्रूव और ग्रीस फिटिंग होती हैं, उन अनुप्रयोगों के लिए उपलब्ध हैं जिनमें स्नेहन-मुक्त या संक्षारण-प्रतिरोधी आइडलर पोजीशन की आवश्यकता होती है।
WR78 और WH78 वेल्डेड स्टील चेन — संरचना, अंतर और स्प्रोकेट अनुकूलता
वेल्डेड स्टील चेन एक प्रकार की हेवी-ड्यूटी इंजीनियरिंग चेन है, जिसमें चेन के लिंक मोटी स्टील प्लेटों को स्टैम्पिंग और वेल्डिंग करके बनाए जाते हैं। यह पिंटल चेन (कास्ट आयरन लिंक) और रोलर चेन (असेंबल्ड पिन-बुशिंग-रोलर संरचना) से बिल्कुल अलग है। वेल्डेड संरचना के कारण चेन में कोई अलग आंतरिक/बाह्य प्लेट घटक नहीं होते हैं: प्रत्येक लिंक एक ही निरंतर वेल्डेड स्टील तत्व होता है, जिससे ये चेन बकेट कन्वेयर, ड्रैग कन्वेयर और भारी कृषि अनुप्रयोगों में होने वाले पार्श्व झुकाव और प्रभाव भार के प्रति असाधारण रूप से प्रतिरोधी होती हैं।
WR78 और WH78 पदनाम समान 2.609 इंच पिच पर दो निकट से संबंधित चेन को दर्शाते हैं:
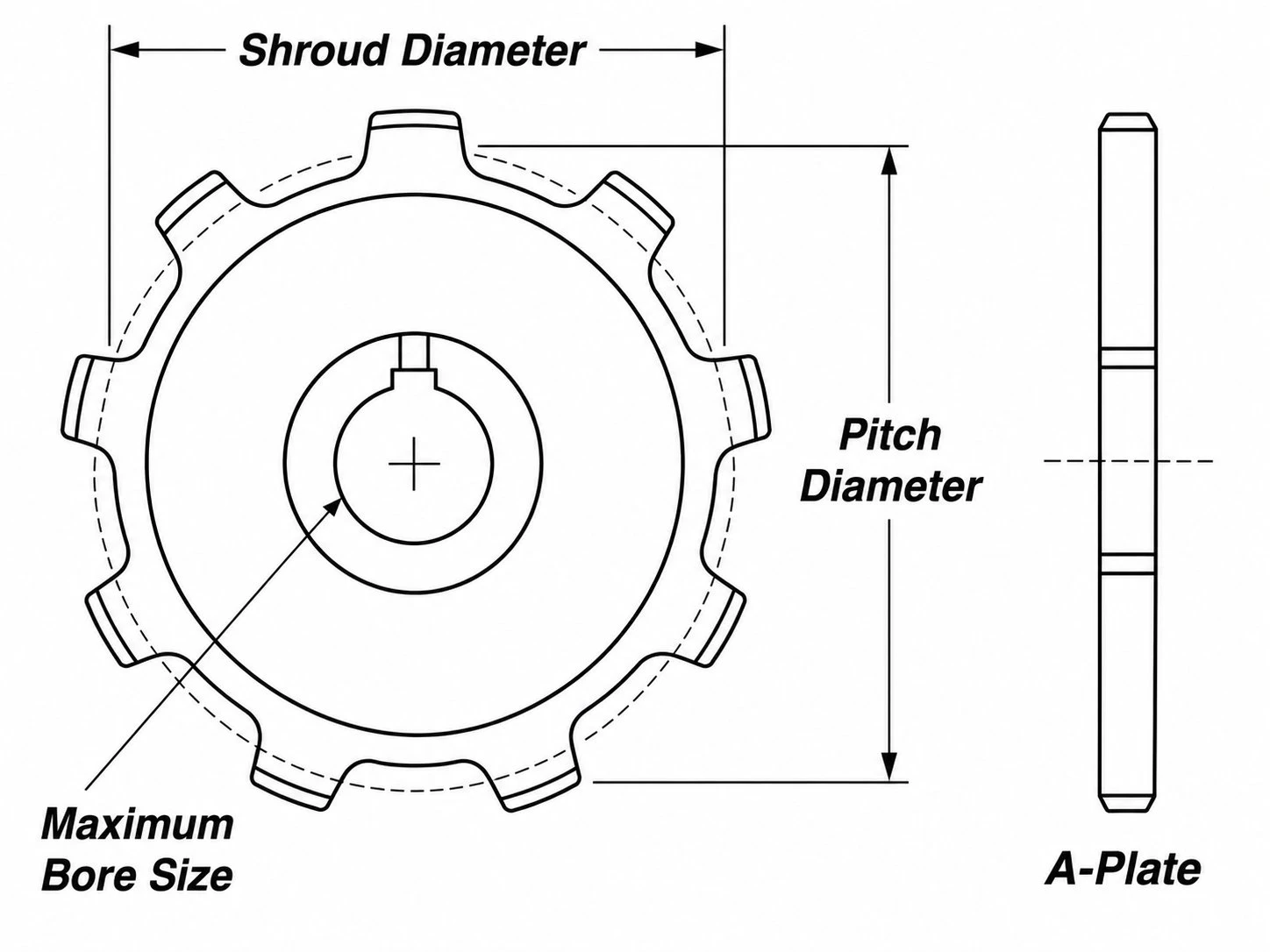
ए-प्लेट स्प्रोकेट शैली में कोई हब प्रोजेक्शन नहीं होता है - स्प्रोकेट एक सपाट डिस्क होती है जिसके बाहरी किनारे पर दांतों की प्रोफाइल कटी होती है और केंद्र में एक छेद होता है। यह वेल्डेड स्टील चेन ड्राइव के लिए मानक कॉन्फ़िगरेशन है जहां स्प्रोकेट को शाफ्ट से जोड़ा जाता है और कॉलर या शाफ्ट शोल्डर द्वारा स्थिर रखा जाता है।
विस्तृत जानकारी के लिए WR78 वेल्डेड स्टील चेन की विशिष्टताएँ ब्रेकिंग लोड, अटैचमेंट कॉन्फ़िगरेशन और XHD निर्माण वेरिएंट के साथ अनुकूलता सहित तकनीकी संदर्भ डेटा, ऑर्डर देने से पहले कोरिया एवर-पावर से अनुरोध करने पर उपलब्ध है।
तीन निर्माण विकल्प — ठोस, बोल्ट के लिए विभाजित, वेल्डिंग के लिए विभाजित
WR78/WH78 ए-प्लेट स्प्रोकेट को तीन संरचनात्मक विन्यासों में निर्मित किया जा सकता है, जिनमें से प्रत्येक अलग-अलग स्थापना और रखरखाव परिदृश्य के लिए उपयुक्त है:
WH78 ए-प्लेट स्प्रोकेट की विशिष्टताएँ — 7 से 20 दांत
सभी माप इंच में हैं। सभी आकारों के लिए पिच 2.609 इंच है (81X श्रृंखला के समान)। बैरल का व्यास और दांतों की सतह सभी आकारों में एक समान हैं (क्रमशः 0.875″ और 1.000″)। अधिकतम बोर दांतों की संख्या के साथ बढ़ता है, 2.1875″ (7T) से 5.9375″ (20T) तक।
| स्पॉकेट # | दाँत | शामिल होना) | पिच व्यास | शैली | कफ़न का व्यास। | बैरल व्यास | दांत का चेहरा | अधिकतम बोर | वज़न |
|---|---|---|---|---|---|---|---|---|---|
| WH78-A7 | 7 | 2.609″ | 6.01″ | एक प्लेट | 4.150″ | 0.875″ | 1.000″ | 2.1875″ | 7.5 पाउंड |
| WH78-A8 | 8 | 2.609″ | 6.82″ | एक प्लेट | 5.040″ | 0.875″ | 1.000″ | 2.4375″ | 9.0 पाउंड |
| WH78-A9 | 9 | 2.609″ | 7.63″ | एक प्लेट | 5.920″ | 0.875″ | 1.000″ | 2.6875″ | 11.0 पाउंड |
| WH78-A10 | 10 | 2.609″ | 8.44″ | एक प्लेट | 6.776″ | 0.875″ | 1.000″ | 2.9375″ | 14.0 पाउंड |
| WH78-A11 | 11 | 2.609″ | 9.26″ | एक प्लेट | 7.640″ | 0.875″ | 1.000″ | 3.4375″ | 17.0 पाउंड |
| WH78-A12 | 12 | 2.609″ | 10.08″ | एक प्लेट | 8.500″ | 0.875″ | 1.000″ | 3.4375″ | 20.0 पाउंड |
| WH78-A13 | 13 | 2.609″ | 10.90″ | एक प्लेट | 9.350″ | 0.875″ | 1.000″ | 3.9375″ | 23.0 पाउंड |
| WH78-A14 | 14 | 2.609″ | 11.72″ | एक प्लेट | 10.180″ | 0.875″ | 1.000″ | 4.9375″ | 27.0 पाउंड |
| WH78-A15 | 15 | 2.609″ | 12.55″ | एक प्लेट | 11.030″ | 0.875″ | 1.000″ | 4.9375″ | 31.0 पाउंड |
| WH78-A16 | 16 | 2.609″ | 13.37″ | एक प्लेट | 11.860″ | 0.875″ | 1.000″ | 4.9375″ | 35.0 पाउंड |
| WH78-A17 | 17 | 2.609″ | 14.20″ | एक प्लेट | 12.710″ | 0.875″ | 1.000″ | 4.9375″ | 38.0 पाउंड |
| WH78-A18 | 18 | 2.609″ | 15.02″ | एक प्लेट | 13.550″ | 0.875″ | 1.000″ | 4.9375″ | 41.0 पाउंड |
| WH78-A19 | 19 | 2.609″ | 15.85″ | एक प्लेट | 14.380″ | 0.875″ | 1.000″ | 4.9375″ | 44.0 पाउंड |
| WH78-A20 | 20 | 2.609″ | 14.20″ | एक प्लेट | 12.710″ | 0.875″ | 1.000″ | 5.9375″ | 47.0 पाउंड |
सामग्री का चयन — माइल्ड स्टील बनाम क्यूटी400 क्वेंच-एंड-टेम्पर्ड स्टील

WR78/WH78 ए-प्लेट स्प्रोकेट दो अलग-अलग मटेरियल ग्रेड में उपलब्ध हैं, जिनकी प्रदर्शन विशेषताएँ काफी भिन्न हैं:
| संपत्ति | हल्का स्टील | QT400 (क्वेंच और टेम्पर किया हुआ) |
|---|---|---|
| नम्य होने की क्षमता | 250 एमपीए (36,000 psi) | न्यूनतम 400 एमपीए (58,000 पीएसआई) |
| दांत की सतह की कठोरता | 120–160 एचबी (मशीन से तैयार अवस्था में) | 300–360 एचबी (पूरी तरह से कठोर) |
| घर्षण प्रतिरोध | मध्यम | उत्कृष्ट |
| मशीनेबिलिटी (बोर मशीनिंग) | आसान — मानक उपकरण | मध्यम — अधिक कठिन औजारों की आवश्यकता है |
| सर्वश्रेष्ठ आवेदन | हल्की से मध्यम कृषि, कम घर्षण | औद्योगिक अपघर्षक, उच्च गति, उच्च भार |
| समय सीमा | स्टॉक से | उत्पादन में 3-4 सप्ताह लगेंगे |
QT400 का उपयोग सीमेंट संयंत्र, स्टील स्लैग हैंडलिंग और औद्योगिक कन्वेयर अनुप्रयोगों में किया जाता है, जहाँ उच्च कठोरता की आवश्यकता होती है ताकि संवाहक सामग्री द्वारा स्प्रोकेट के दांतों के संपर्क में आने से होने वाले घर्षण का प्रतिरोध किया जा सके। मानक कृषि अनाज खींचने वाले कन्वेयर और हल्के औद्योगिक सामग्री हैंडलिंग के लिए, माइल्ड स्टील कम लागत पर पर्याप्त सेवा जीवन प्रदान करता है।
अधात्विक आइडलर बॉडी - पीतल, नायलॉन और यूएचएमडब्ल्यू, ग्रीस फिटिंग के साथ
WR78/WH78 आइडलर पोजीशन (नॉन-ड्राइविंग टेक-अप स्प्रोकेट) को स्टील के बजाय पीतल, नायलॉन या UHMW-PE जैसे नॉन-मेटैलिक बॉडी के साथ सप्लाई किया जा सकता है। इन कॉन्फ़िगरेशन में बैरल की संपर्क सतह पर ग्रीस ग्रूव और समय-समय पर लुब्रिकेशन के लिए स्टैंडर्ड ग्रीस फिटिंग शामिल हैं। नॉन-मेटैलिक बॉडी चेन और स्प्रोकेट के संपर्क में घर्षण गुणांक को कम करती है, जो विशेष रूप से उन आइडलर पोजीशन पर उपयोगी है जहां चेन टॉर्क संचारित किए बिना स्प्रोकेट के संपर्क में आती है - जिससे स्टील-ऑन-स्टील संपर्क द्वारा चेन टेंशन पर पड़ने वाले खिंचाव को कम किया जा सकता है।
पीतल के आइडलर बॉडी उन नम या संक्षारक वातावरणों के लिए उपयुक्त होते हैं जहाँ स्टील में जंग लग सकता है। नायलॉन बॉडी का उपयोग वहाँ किया जाता है जहाँ वजन कम करना महत्वपूर्ण होता है। सीमेंट और एग्रीगेट अनुप्रयोगों में आइडलर पोजीशन के लिए UHMW बॉडी (सबसे कम घर्षण गुणांक वाली) को प्राथमिकता दी जाती है, जहाँ अपघर्षक धूल स्प्रोकेट के संपर्क में आती है। इन संपर्क स्थितियों में UHMW नायलॉन की तुलना में अपघर्षक घिसाव का बेहतर प्रतिरोध करता है। ये तीनों सामग्रियाँ मानक WR78/WH78 टूथ प्रोफाइल और स्प्रोकेट की अधिकतम बोर सीमा के भीतर किसी भी बोर आकार में उपलब्ध हैं।
जहां WR78/WH78 वेल्डेड स्टील चेन स्प्रोकेट का उपयोग किया जाता है



कोरिया एवर-पावर चेन और स्प्रोकेट क्यों?

कोरिया एवर-पावर चेन एंड स्प्रोकेट कंपनी लिमिटेड WR78/WH78 ए-प्लेट स्प्रोकेट की आपूर्ति सभी सामग्री और निर्माण विकल्पों के साथ की जाती है:
अक्सर पूछे जाने वाले प्रश्नों
ग्राहक समीक्षाएँ
कोरियाई ग्राहकों से प्राप्त सत्यापित प्रतिक्रिया।
"हमारे सीमेंट संयंत्र में WH78 चेन ड्रैग कन्वेयर लगे हुए हैं। दो साल पहले हमने कोरिया एवर-पावर से QT400 हार्डन्ड WH78-A10 और WH78-A12 स्प्रोकेट लगवाए थे, क्योंकि हमारे क्लिंकर डस्ट वाले वातावरण में माइल्ड स्टील के स्प्रोकेट 7-8 महीनों में घिस जाते थे। QT400 स्प्रोकेट 16 महीनों से चल रहे हैं और उनके दांतों का घिसाव सामान्य स्तर पर है। ऑर्डर देने से पहले कोरिया एवर-पावर द्वारा दी गई सामग्री विनिर्देश संबंधी सिफारिश सही थी।"
"हम कोरियाई फ़ीड मिलों और भंडारण सहकारी समितियों के लिए कस्टम अनाज खींचने वाले कन्वेयर बनाते हैं। इनमें माइल्ड स्टील WH78-A9 और WH78-A11 A-प्लेट स्प्रोकेट के साथ WR78 चेन का उपयोग होता है। कोरिया एवर-पावर हमारी निर्माण प्रक्रिया के लिए वेल्डिंग के लिए विभाजित संरचना की आपूर्ति करता है - हम असेंबली के दौरान स्प्रोकेट के हिस्सों को अपने निर्मित शाफ्ट स्टब्स से वेल्ड करते हैं। 14 महीनों में कई ऑर्डरों में आयामी सटीकता में निरंतरता बनी रहती है।"
"हमने हेड शाफ्ट पोजीशन पर स्प्लिट-टू-बोल्ट WH78-A12 स्प्रोकेट लगाए हैं। पहले के सॉलिड कंस्ट्रक्शन वाले स्प्रोकेट को बदलने में शाफ्ट हटाने के कारण 3 घंटे से अधिक समय लगता था। स्प्लिट-टू-बोल्ट इंस्टॉलेशन से यह समय घटकर प्रति पोजीशन 35 मिनट रह गया है। कोरिया एवर-पावर ने स्प्लिट हाफ्स की मैचिंग-पेयर मशीनिंग की पुष्टि की है - सभी इंस्टॉल्ड यूनिट्स में बोर कॉन्सेंट्रिसिटी सही है।"
अतिरिक्त जानकारी
| संपादक | सीएक्सएम |
|---|
संबंधित उत्पाद
-

प्लास्टिक स्प्रोकेट | नायलट्रॉन, एसिटल, नायलॉन — एफडीए द्वारा अनुमोदित, स्व-चिकनाईयुक्त, जंग-मुक्त
-

आइडलर स्प्रोकेट | बॉल बेयरिंग, नीडल बेयरिंग, कांस्य और गैर-धातु — चेन गाइड और टेंशनर
-

डबल पिच स्प्रोकेट | C2040 C2050 C2060 C2080 मानक और कैरियर रोलर प्रकार
-

#240 रोलर चेन स्प्रोकेट | ए-प्लेट बी-हब सी-हब – 10 से 60 दांत, 3 इंच पिच
-

#180 रोलर चेन स्प्रोकेट | ए-प्लेट बी-हब सी-हब – 11 से 60 दांत, SAE 1045
-

सिंगल स्ट्रैंड रोलर चेन स्प्रोकेट | ए-प्लेट बी-हब सी-हब टेपर क्यूडी वेल्ड-ऑन
-

प्लेट व्हील स्प्रोकेट 081B-1 | DIN 8187 ISO 606 – 8 से 125 दांत
-

कच्चा लोहा स्प्रोकेट | डीआईएन 8187 आईएसओ 606


























