Cast Iron Sprocket | DIN 8187 ISO 606

Korea Ever-Power cast iron sprockets cover chain series 06B through 24B — all manufactured to DIN 8187 / ISO 606 dimensional standards. Tooth counts from 8Z to 125Z, with pitch circle diameters ranging from 33 mm up to 505 mm, makes this the widest-range cast iron sprocket line available for European-standard roller chain applications in Korea and surrounding markets.
Cast Iron Sprockets — DIN 8187 European Standard Series
Cast iron sprockets manufactured to DIN 8187 and ISO/R 606 are the standard drive component for European-pitch roller chain systems across a broad range of industrial sectors. The casting process allows for cost-effective production of larger-diameter sprockets with complex tooth profiles, while the inherent vibration-damping properties of grey cast iron make these wheels well suited to applications where noise reduction and smooth power transfer matter more than absolute weight minimisation.
Korea Ever-Power produces the complete 06B through 24B series, covering pitches from 9.525 mm (06B) to 38.1 mm (24B). Each sprocket is verified against DIN 8187 tooth geometry before dispatch, and bore finishing is available as standard plain bore or machined to customer drawing. These are direct dimensional replacements for sprockets from Tsubaki, Renold, and KettenWulf catalogues for the same chain series.
- ⚙Chain series: 06B, 08B, 10B, 12B, 16B, 20B, 24B (DIN 8187 / ISO 606)
- ⚙Tooth count range: 8Z to 125Z depending on series
- ⚙Pitch circle diameter: 33 mm (8Z / 06B) to 505 mm (125Z / 081B)
- ⚙Material: grey cast iron GG20 / GG25; bore finishing on request
Dimensional Specifications — 081B-1 Series (Pitch 12.7 mm)
The 081B-1 plate wheel series illustrates the standard dimensional parameters for the complete DIN 8187 cast iron sprocket range. The table lists tooth count (Z), tip diameter (de), pitch circle diameter (dp), and bore size (D1) for each tooth count from 8Z to 125Z. Bore diameters listed are standard stock bores — custom bores are available on request for all tooth counts.
Chain reference for this series: Pitch 12.7 mm · Internal width 3.3 mm · Roller diameter 7.75 mm · Tooth radius r₃ = 13 mm · Tooth width B₁ = 3 mm
| Z (Teeth) | de (mm) | dp (mm) | D1 Bore (mm) |
|---|---|---|---|
| 8 | 37.2 | 33.18 | 8 |
| 9 | 41.5 | 37.13 | 8 |
| 10 | 46.2 | 41.10 | 8 |
| 11 | 49.6 | 45.07 | 8 |
| 12 | 53.9 | 49.07 | 8 |
| 13 | 58.4 | 53.06 | 8 |
| 14 | 62.8 | 57.07 | 8 |
| 15 | 66.8 | 61.09 | 8 |
| 16 | 70.9 | 65.10 | 8 |
| 17 | 74.9 | 69.11 | 8 |
| 18 | 78.9 | 73.14 | 8 |
| 19 | 82.9 | 77.16 | 8 |
| 20 | 86.9 | 81.19 | 8 |
| 21 | 91.0 | 85.22 | 8 |
| 22 | 95.0 | 89.24 | 10 |
| 23 | 99.0 | 93.27 | 10 |
| 24 | 103.0 | 97.29 | 10 |
| 25 | 107.1 | 101.33 | 10 |
| 26 | 111.2 | 105.36 | 12 |
| 27 | 115.4 | 109.40 | 12 |
| 28 | 119.4 | 113.42 | 12 |
| 29 | 123.4 | 117.46 | 12 |
| 30 | 127.5 | 121.50 | 12 |
| 32 | 135.5 | 129.56 | 12 |
| 35 | 147.6 | 141.68 | 12 |
| 38 | 159.8 | 153.80 | 16 |
| 40 | 167.8 | 161.87 | 16 |
| 45 | 187.5 | 182.07 | 16 |
| 50 | 207.8 | 202.26 | 20 |
| 57 | 236.1 | 230.54 | 20 |
| 60 | 248.2 | 242.66 | 20 |
| 70 | 289.0 | 283.07 | 25 |
| 80 | 329.4 | 323.48 | 25 |
| 90 | 369.9 | 363.90 | 25 |
| 100 | 410.3 | 404.31 | 25 |
| 114 | 466.9 | 460.90 | 25 |
| 120 | 491.2 | 485.16 | 25 |
| 125 | 511.4 | 505.37 | 25 |
Note: From Z=30 the plate width is increased (H=4 mm); from Z=90 the plate width is further increased (H=6 mm). Full tooth count tables from Z=8 to Z=125 available in complete catalogue — contact us for the full dimension sheet for any specific chain series (06B through 24B).

Material Grade and Casting Process
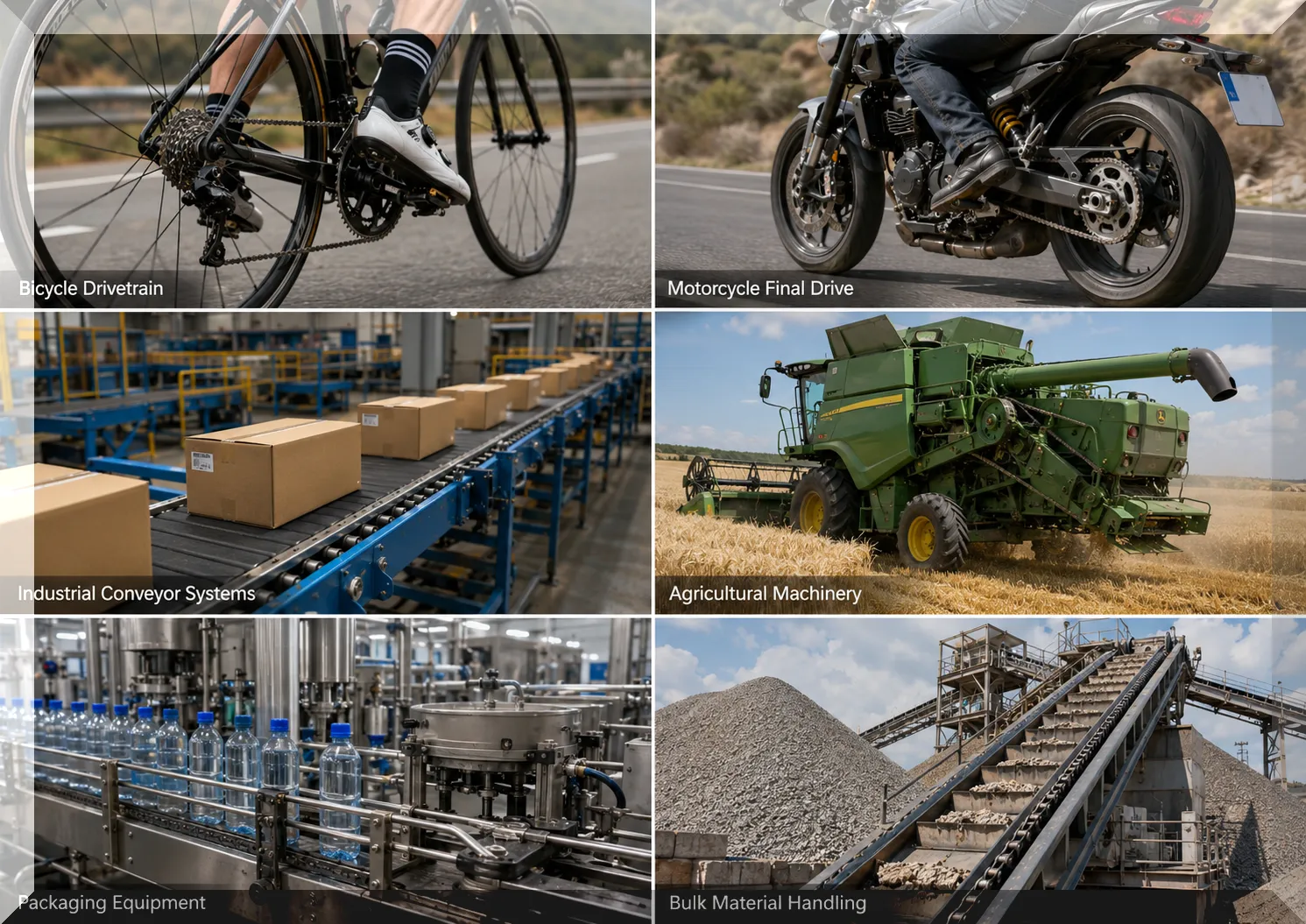
The selection of grey cast iron for sprocket production is not simply a cost decision — it reflects specific mechanical properties that are genuinely advantageous in many chain drive applications. Grey cast iron (GG20 / GG25 per DIN EN 1561) contains graphite flakes within a pearlitic matrix. These graphite flakes act as internal lubricant reservoirs and, more importantly, as vibration-damping agents. In drives where the chain and sprocket system runs at moderate speed under cyclic loading — conveyors, agricultural machinery, packaging equipment — this damping effect reduces noise transmission to the supporting frame structure noticeably compared to steel sprockets.

Understanding Tooth Geometry and Pitch Circle Diameter
When selecting a cast iron sprocket, the two most critical dimensions are pitch (which must match your chain) and pitch circle diameter (which determines gear ratio when combined with the mating sprocket). The pitch circle is the imaginary circle on which the chain roller centres travel — it lies between the tip and root diameters of the sprocket teeth.

The transmission ratio of a chain drive is simply the ratio of tooth counts: i = z₂ / z₁, where z₁ is the driver sprocket and z₂ is the driven sprocket. A 15-tooth driver paired with a 45-tooth driven sprocket gives a 3:1 reduction. Output shaft speed = input speed ÷ 3; output torque = input torque × 3 (minus friction losses, typically 1–3% per sprocket pair). For the 081B-1 series, the pitch circle diameter formula is: dp = p / sin(180°/z), where p = 12.7 mm pitch. All dp values in the table above are derived from this formula.
For DIN 8187 chain drives, the recommended maximum tooth count for the driven sprocket is 114Z. Beyond this, the chain's ability to accommodate the polygonal motion effect — the slight speed variation as each link engages a tooth — becomes difficult to manage at normal operating speeds, leading to accelerated wear at the engagement point.
Application Scenarios for DIN 8187 Cast Iron Sprockets
Selecting the Right Cast Iron Sprocket — Key Parameters
Ordering the correct cast iron sprocket requires confirming four things. If any one is wrong, the sprocket will not function correctly regardless of quality:
- Chain series (pitch). Match the sprocket chain series code (06B, 08B, 10B etc.) directly to the chain markings on the existing chain. Pitch is the single most critical matching dimension — a 1 mm pitch error prevents the sprocket from engaging the chain at all.
- Tooth count (Z). Determine the required gear ratio using the formula i = z₂/z₁. For slow-speed high-torque applications, driven sprocket Z counts of 45–90 are common. Higher tooth counts reduce polygon effect and chain articulation angle, extending chain life.
- Bore diameter. Measure the shaft diameter precisely — use a digital calliper, not a ruler. Standard bores listed in the specification table are the smallest available bore for each tooth count. If your shaft diameter exceeds the listed bore, specify a custom bore; we machine to customer drawings.
- Keyway and set screw. Most industrial applications require a keyway cut into the bore plus one or two set screws tapped into the hub. Specify key dimensions (width × depth × length) when ordering. Standard metric key sizes per DIN 6885 are available without surcharge.
A rule often overlooked: the maximum recommended tooth count on the driver sprocket is around 19–25Z for most chain drives. A driver sprocket with too many teeth runs at a smaller wrap angle and has fewer teeth simultaneously in contact, which concentrates load on a small number of teeth. Drive sprockets wear faster than driven sprockets — this is normal and expected in correctly designed chain drives.
Korea Ever-Power vs. European Brand Cast Iron Sprockets
| Criteria | Korea Ever-Power | European Brand (Renold / KettenWulf) |
|---|---|---|
| Standard compliance | DIN 8187 / ISO 606 verified | Same DIN / ISO base |
| Material | GG20 / GG25 grey cast iron | GG20 / GG25 grey cast iron |
| Price point | 25–45% below European catalogue pricing | Full European retail price + import freight |
| Lead time to Korea | 7–14 days stocked sizes | 3–6 weeks via European distributor |
| Custom bore | Available, machined to drawing | Available, longer lead time |
| Series coverage | 06B through 24B, Z=8 to Z=125 | 06B through 24B, Z range varies by stock |
This comparison is for customer reference and product selection only. Korea Ever-Power Chain and Sprocket Co., Ltd. is an independent manufacturer. We are not affiliated with any brand named above and do not produce counterfeit products. All trademarks belong to their respective owners.
Matching Roller Chain for DIN 8187 Sprockets

Each sprocket in the DIN 8187 series is designed to pair with the corresponding ISO 606 European standard roller chain. Sprocket tooth geometry and roller diameter tolerances are co-specified in the same standard, so mixing components from DIN 8187 sprockets with non-ISO chains is not recommended. Korea Ever-Power stocks the full range of 06B through 24B simplex, duplex, and triplex roller chains to complete your drive system from a single supplier.
When replacing a sprocket on an existing drive, always inspect the mating chain. A chain that has elongated more than 2% of nominal length will have shifted to a larger effective pitch, and a new sprocket machined to nominal tooth spacing will not mesh correctly. The chain and at least the smaller (driver) sprocket should always be replaced together for reliable operation. For complete chain and sprocket system guidance, chain and sprocket systems technical resources are available for reference.
Why Korea Ever-Power Chain and Sprocket
Korea Ever-Power Chain and Sprocket Co., Ltd. supplies the complete DIN 8187 cast iron sprocket range with consistent dimensional compliance, stocked in Korea for local dispatch:

Frequently Asked Questions
Customer Reviews
Verified feedback from customers in Korea and surrounding markets.
Jung Seok-won, Maintenance Engineer, Food Processing Plant, Gyeonggi-do (2025)
"We replaced 14 conveyor drive sprockets across two production lines — all 16B series, 30Z and 45Z. Korea Ever-Power supplied them with correct bore and keyway as per our drawings. Fit was exact on the first attempt for every sprocket. Lead time was nine days from order to delivery, which was important because we had a planned shutdown window to work within."
Park Hyun-soo, Agricultural Equipment Distributor, Chungcheong Province (late 2024)
"We stock 12B and 16B sprockets as replacement parts for the agricultural machinery we service. Been ordering from Korea Ever-Power for two seasons now. The cast iron quality is consistent — we have not had a cracked tooth or bore concentricity issue in that time. Pricing is competitive enough that we can hold more safety stock without tying up too much capital."
Oh Jae-min, Production Manager, Packaging Machinery Company, Incheon (Q1 2025)
"Our packaging lines run 08B drives at relatively low speed but high cycle count — roughly 18 hours per day. The cast iron 08B sprockets from Ever-Power have been running for about 11 months without any tooth wear issues. We were previously using European-sourced sprockets at almost double the unit cost. I cannot identify any performance difference on this application."
Kim Dong-il, Procurement Manager, Industrial Equipment Manufacturer, Busan (2024)
"We ordered 06B and 10B sprockets in various tooth counts for a new conveyor line we were building. The dimensional inspection we ran on arrival showed all sprockets within the DIN 8187 tolerance bands we specified. The technical team at Korea Ever-Power helped us cross-reference our original Renold catalogue numbers to confirm equivalence, which saved us time on the specification side."
Yoon Sang-hyeon, Workshop Supervisor, Textile Mill, Daegu (early 2025)
"Textile machinery here runs mostly 06B and 08B chain at moderate speeds. Cast iron sprockets suit the application well and the noise level is noticeably lower than when we tried steel sprockets some years back. Korea Ever-Power have been reliable on delivery and the quality is what we need."
Additional information
| Editor | Cxm |
|---|
Related products
-

WR78 / WH78 Welded Steel Chain Sprockets | A-Plate 7–20 Teeth — Mild Steel & QT400 Hardened
-

Plastic Sprockets | Nylatron, Acetal, Nylon — FDA-Approved, Self-Lubricating, Corrosion-Free
-

Idler Sprockets | Ball Bearing, Needle Bearing, Bronze & Non-Metallic — Chain Guide and Tensioner
-

#240 Roller Chain Sprockets | A-Plate B-Hub C-Hub – 10 to 60 Teeth, 3-Inch Pitch
-

#180 Roller Chain Sprockets | A-Plate B-Hub C-Hub – 11 to 60 Teeth, SAE 1045
-

Roller Chain Sprockets | A-Plate & B-Hub – 18 to 72 Teeth, SAE 1045 Steel
-
Single Strand Roller Chain Sprockets | A-Plate B-Hub C-Hub Taper QD Weld-On
-

Plate Wheel Sprocket 081B-1 | DIN 8187 ISO 606 – 8 to 125 Teeth


























